Što je vakuumski stroj za vulkanizaciju gume i kako radi?
A vakuumski stroj za vulkanizaciju gume je specijalizirani dio industrijske opreme koji koristi kontroliranu toplinu, tlak i vakuumsko okruženje za kemijsko stvrdnjavanje sirove ili mješovite gume u njen konačni, izdržljivi oblik. Vulkanizacija je sama po sebi proces kojim se polimerni lanci u gumi umrežuju — obično kroz sustave stvrdnjavanja na bazi sumpora ili peroksida — pretvarajući meku, ljepljivu i dimenzionalno nestabilnu sirovu gumu u materijal visoke elastičnosti, vlačne čvrstoće, otpornosti na abraziju i toplinske stabilnosti. Dodavanje vakuuma procesu vulkanizacije ono je što razlikuje ovu klasu strojeva od konvencionalne opreme za stvrdnjavanje u preši ili autoklavu.
U standardnoj preši za vulkanizaciju, zrak može ostati zarobljen između gumene smjese i površine kalupa tijekom faze zatvaranja, što dovodi do šupljina, površinskih mjehurića, nepotpunog ispunjavanja u područjima s finim detaljima i nedosljedne gustoće u cijelom dijelu. Vakuumski stroj za vulkanizaciju gume odvodi ovaj zrak prije i tijekom ciklusa kalupljenja povlačenjem vakuuma unutar zatvorene komore koja okružuje kalup. S uklanjanjem atmosferskog tlaka, guma jednoliko teče u svaku konturu kalupa, plinovi otopljeni u smjesi se ekstrahiraju, a dobiveni stvrdnuti dio postiže gušću, ujednačeniju mikrostrukturu s vrhunskom završnom obradom površine u usporedbi s otvrdnjavanjem bez vakuuma.
Radni ciklus stroja za vakuumsku vulkanizaciju općenito slijedi fiksni slijed: gumeno punjenje se unosi u kalup, kalup se zatvara i brtvi unutar vakuumske komore, vakuumska pumpa prazni komoru do ciljnog negativnog tlaka — obično između -0,08 MPa i -0,1 MPa — a zatim se istovremeno primjenjuju toplina i hidraulički ili pneumatski tlak izliječiti dio. Vremena ciklusa variraju od nekoliko minuta do preko jednog sata, ovisno o gumenoj smjesi, debljini stjenke dijela i temperaturi stvrdnjavanja, koja se obično kreće od 140°C do 200°C za većinu industrijskih elastomera.

Osnovne komponente i njihove funkcije
Razumijevanje mehaničke arhitekture stroja za vakuumsku vulkanizaciju gume pomaže inženjerima i timovima za nabavu da procijene kvalitetu opreme, otklone probleme s performansama i ispravno specificiraju strojeve za svoje proizvodne zahtjeve. Glavni funkcionalni podsustavi usko su integrirani i svaki ima izravnu ulogu u kvaliteti proizvoda.
Grijaće ploče i sustav kontrole temperature
Grijaće ploče su primarne površine za prijenos topline koje okružuju kalup i provode toplinsku energiju u gumenu smjesu tijekom stvrdnjavanja. U većini strojeva za vakuumsku vulkanizaciju ploče se zagrijavaju elementima električnog otpora ugrađenim u ploče od strojno obrađenog čelika ili lijevanog željeza, iako se ploče grijane parom također koriste u okruženjima velike količine proizvodnje gdje je dostupna centralizirana opskrba parom. Precizna, ravnomjerna raspodjela temperature po površini ploče je kritična — temperaturne varijacije veće od ±3°C između zona mogu rezultirati nejednakim stanjima stvrdnjavanja unutar dijela, stvarajući područja nedovoljno stvrdnjavanja (mekana, slaba) uz područja prekomjerno stvrdnjavanja (krhka, degradirana). Moderni strojevi koriste PID (proporcionalno-integralno-izvedeno) regulatore temperature s višestrukim neovisnim zonama grijanja i povratnom spregom termoelementa kako bi održali čvrstu toplinsku jednolikost tijekom ciklusa.
Vakuumski sustav i komora za brtvljenje
Vakuumski sustav sastoji se od vakuumske pumpe — obično rotirajuće lopatice ili suhog vijka — spojene na zatvorenu komoru koja okružuje područje kalupa. Integritet brtvljenja ove komore jedan je od najkritičnijih parametara kvalitete stroja: svako curenje u brtvama komore, brtvama vrata ili sučeljima ploča ograničit će dostižnu razinu vakuuma i omogućiti ulazak zraka tijekom ciklusa stvrdnjavanja. Strojevi visoke kvalitete koriste ojačane silikonske ili fluoroelastomerne brtve namijenjene kontinuiranom radu na temperaturama stvrdnjavanja. Razinu vakuuma nadzire mjerač vakuuma i kontrolira automatizirani sustav ventila koji održava ciljni tlak od početnog pražnjenja do punog vremena otvrdnjavanja.
Hidraulički ili pneumatski sustav prešanja
Sila stezanja primjenjuje se na kalup preko hidrauličkog cilindra ili pneumatskog pokretača koji pokreće gornju ploču prema dolje prema donjoj ploči. Pritisak stezanja mora biti dovoljan da drži polovice kalupa zatvorenima protiv unutarnjeg pritiska koji stvara gumena smjesa dok se zagrijava, omekšava i teče tijekom stvrdnjavanja. Nedovoljan pritisak stezanja uzrokuje bljesak — tanka rebra stvrdnute gume koja se istiskuju između linija razdvajanja kalupa — dok pretjerani pritisak može oštetiti fine detalje kalupa ili iskriviti šupljine kalupa tankih stijenki. Hidraulički sustavi nude precizniju i prilagodljiviju kontrolu tlaka i poželjni su za proizvodne strojeve. Sile stezanja obično se kreću od nekoliko tona na malim laboratorijskim strojevima do nekoliko stotina tona na velikim industrijskim prešama koje se koriste za automobilske i industrijske komponente za brtvljenje.
Prednosti stvrdnjavanja vakuumom u odnosu na konvencionalnu vulkanizaciju
Odluka o ulaganju u tehnologiju vakuumske vulkanizacije u odnosu na konvencionalnu prešu potaknuta je mjerljivim poboljšanjima kvalitete i učinkovitosti procesa koje pruža u širokom rasponu gumenih proizvoda. Proizvođači koji su prešli sa standardnog prešanja na stvrdnjavanje pod vakuumom dosljedno navode sljedeće prednosti:
- Otklanjanje praznina nedostataka: Zarobljeni zrak i hlapljivi plinovi uklanjaju se prije početka stvrdnjavanja, eliminirajući poroznost i mjehuraste defekte koji su uobičajeni u konvencionalno prešanim gumenim dijelovima, posebno u debelim poprečnim presjecima i geometrijama zatvorenih šupljina.
- Vrhunska završna obrada površine: Bez zračne barijere između smjese i površine kalupa, guma replicira finu teksturu kalupa i detalje s puno većom vjernošću, proizvodeći dijelove s glatkijim, konzistentnijim površinama koje zahtijevaju manje završne obrade nakon stvrdnjavanja.
- Poboljšana mehanička svojstva: Dijelovi stvrdnuti pod vakuumom pokazuju veću vlačnu čvrstoću, bolje rastezanje pri prekidu i postojaniju tvrdoću jer se polimerna mreža formira bez unutarnjih diskontinuiteta uzrokovanih zarobljenim plinom.
- Bolji protok smjese i punjenje kalupa: Protok potpomognut vakuumom omogućuje gumenim smjesama da potpuno ispune složene geometrije kalupa - uključujući udubljenja, tanka rebra i prolaze malog promjera - koji bi zarobili zrak i rezultirali kratkim udarcima u uvjetima bez vakuuma.
- Niže stope otpada i odbijanja: Kombinacija uklanjanja nedostataka i dosljedne kontrole procesa izravno smanjuje postotak dijelova odbijenih tijekom inspekcije kvalitete, poboljšavajući prinos i smanjujući materijalni otpad.
- Kompatibilnost s osjetljivim spojevima: Određene specijalne gumene smjese — uključujući silikon, fluoroelastomer (FKM) i EPDM formulacije — sadrže plastifikatore s niskim vrelištem ili pomoćna sredstva za obradu koja mogu ispariti i uzrokovati kvarove pod atmosferskim uvjetima stvrdnjavanja. Stvrdnjavanje vakuumom učinkovito upravlja ovim hlapljivim tvarima.
Industrije i primjene koje se oslanjaju na vakuumsku vulkanizaciju
Vakuumski strojevi za vulkanizaciju gume koriste se u širokom rasponu industrija gdje god se o preciznosti dimenzija, kvaliteti površine i unutarnjem integritetu gumenih komponenti ne može pregovarati. Sljedeći sektori predstavljaju primarna područja primjene:
- Automobilski sustavi brtvljenja: Brtve za vrata, brtve za prozorske kanale, brtve motora, O-prstenovi i nosači za prigušivanje vibracija zahtijevaju stvrdnutu gumu bez nedostataka s malim tolerancijama dimenzija. Stvrdnjavanje vakuumom standardna je praksa za vrhunske automobilske brtvene primjene.
- Zrakoplovstvo i obrana: Brtve sustava za gorivo zrakoplova, hidraulički O-prstenovi i izolatori vibracija izrađeni od fluoroelastomera ili silikona rutinski se stvrdnjavaju u vakuumu kako bi zadovoljili stroge standarde kvalitete u zrakoplovstvu koji zabranjuju unutarnje šupljine u strukturnim elastomernim komponentama.
- Medicinska i farmaceutska oprema: Silikonske membrane, dijafragme, komponente cijevi i brtve koje se koriste u medicinskim uređajima i opremi za farmaceutsku obradu ne smiju imati unutarnje poroznosti koje bi mogle sadržavati kontaminante ili ugroziti mehaničku izvedbu u kritičnim uslugama.
- Elektronika i električna izolacija: Gumene tipkovnice, brtve konektora, komponente za izolaciju kabela i silikonski dijelovi za inkapsulaciju za elektroniku zahtijevaju dosljedna dielektrična svojstva i kvalitetu površine koje postiže stvrdnjavanje pod vakuumom.
- Proizvodnja obuće: Strojevi za vakuumsku vulkanizaciju naširoko se koriste u proizvodnji potplata za cipele — posebno za EVA i gumene potplate — gdje bi zračni džepovi stvorili slabe točke u strukturi potplata i utjecali na spajanje između slojeva.
- Industrijski valjci i obloge: Valjci obloženi gumom za tiskanje, obradu tekstila i proizvodnju papira vakuumski su stvrdnuti kako bi se osiguralo potpuno prianjanje gume na metalnu jezgru i ujednačena tvrdoća po površini valjka.
Vrste i konfiguracije strojeva za vakuumsku vulkanizaciju
Vakuumski strojevi za vulkanizaciju gume dostupni su u nekoliko konfiguracija prilagođenih različitim proizvodnim razmjerima, veličinama dijelova i zahtjevima procesa. Odabir ispravne konfiguracije važan je korak u specifikaciji opreme.
| Vrsta stroja | Konfiguracija | Najprikladnije za |
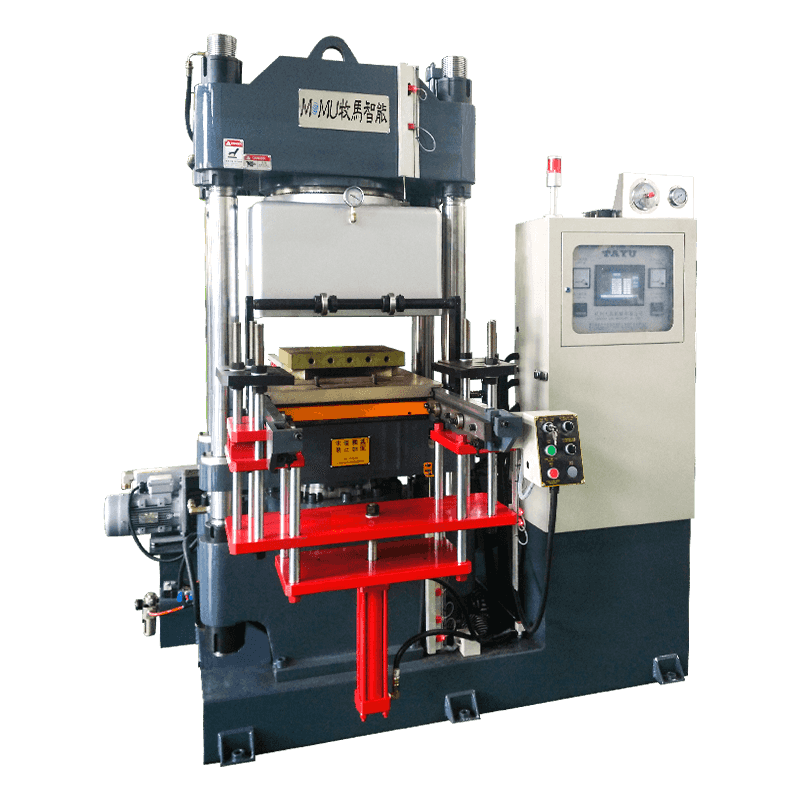
| Jednodnevna vakuumska preša | Jedan otvor kalupa između dvije grijane ploče | Mali do srednji dijelovi, laboratorij i rad na prototipu |
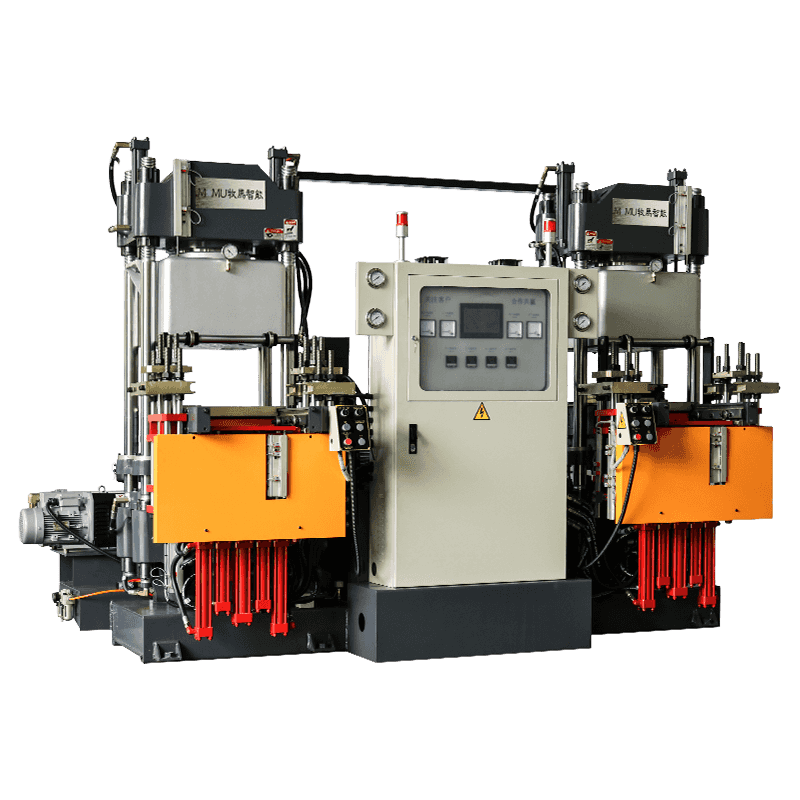
| Višednevna vakuumska preša | Višestruke razine plijesni stvrdnjavane istovremeno | Ravni dijelovi velikog volumena, limovi, potplati za obuću |
| Vakuumska vrećica/sustav autoklava | Fleksibilna vakuumska vrećica zatvara dio u grijanoj komori | Veliki dijelovi složenog oblika i kompozitni gumeni laminati |
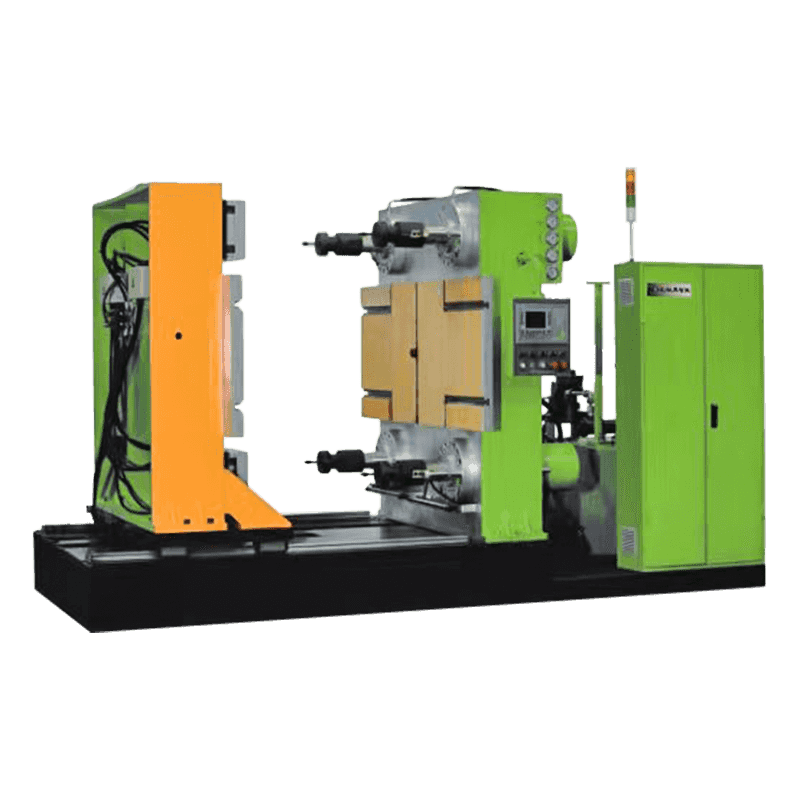
| Rotacijski vakuumski stroj za vulkanizaciju | Rotacija kalupa u stilu vrtuljka kroz stanice za stvrdnjavanje | Kontinuirana proizvodnja malih uniformnih dijelova visokog učinka |
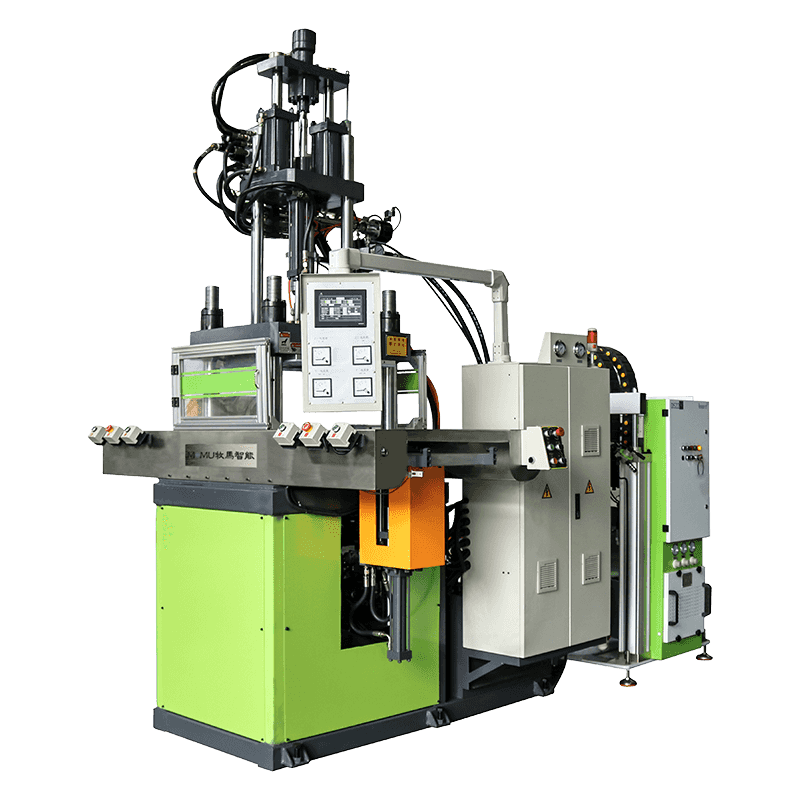
| Injekcijska vakuumska preša za vulkanizaciju | Kombinira vakuumsku komoru s jedinicom za ubrizgavanje gume | Precizno brizgane brtve i dijelovi od tehničke gume |
Ključni čimbenici koje treba procijeniti pri kupnji stroja za vakuumsku vulkanizaciju gume
Ulaganje u vakuumski stroj za vulkanizaciju značajna je kapitalna odluka, a proces specifikacije zahtijeva pažljivu procjenu i trenutnih proizvodnih zahtjeva i predviđenih budućih potreba. Žurba s postupkom odabira ili fokusiranje isključivo na cijenu često dovodi do opreme koja ne radi dobro, zahtijeva skupe nadogradnje ili ne zadovoljava certifikate kvalitete koje zahtijevaju ključni kupci.
Veličina ploče i sila stezanja
Dimenzije ploče moraju se prilagoditi najvećem kalupu koji namjeravate pokrenuti, s dovoljnom marginom oko perimetra kalupa kako bi se osigurala ravnomjerna raspodjela pritiska. Sila stezanja mora se izračunati na temelju projektiranog tlaka u šupljinama gumene smjese na temperaturi stvrdnjavanja pomnožene s ukupnom projektiranom površinom svih šupljina u kalupu. Premala sila stezanja dovodi do bljeska; preveliki strojevi troše više energije i prostora nego što je potrebno. Zatražite inženjerske izračune od dobavljača stroja na temelju vaših specifičnih podataka o kalupu i smjesi prije dovršetka specifikacije.
Razina vakuuma i kapacitet pumpe
Ostvariva razina vakuuma izravna je mjera koliko učinkovito stroj uklanja zrak i plinove iz okoline kalupa. Odredite ciljnu razinu vakuuma — obično -0,095 MPa ili bolje za zahtjevne primjene — i potvrdite vrijeme prekida rada pumpe kako bi se postigla ova razina s napunjenim kalupom na mjestu. Kapacitet pumpe (mjeren u m³/h ili CFM) mora biti usklađen s volumenom vakuumske komore plus bilo kojim mrtvim volumenom u spojnom cjevovodu. Strojevima s premalim pumpama treba predugo da postignu ciljane razine vakuuma, produžujući vremena ciklusa i smanjujući učinak.
Kontrolni sustav i bilježenje podataka
Suvremeni strojevi za vakuumsku vulkanizaciju trebali bi biti opremljeni programabilnim logičkim kontrolerom (PLC) i sučeljem čovjek-stroj (HMI) sa zaslonom osjetljivim na dodir koji operaterima omogućuje pohranjivanje i ponovno pozivanje ciklusa stvrdnjavanja u više koraka, praćenje svih parametara procesa u stvarnom vremenu i generiranje zapisa o proizvodnji za sljedivost kvalitete. Za kupce u automobilskom i zrakoplovnom lancu opskrbe, bilježenje podataka o temperaturi, tlaku, razini vakuuma i vremenu ciklusa za svaku proizvodnu seriju standardni je revizijski zahtjev. Prije kupnje provjerite ispunjava li upravljački sustav stroja zahtjeve dokumentacije vašeg sustava upravljanja kvalitetom.
Prakse održavanja koje štite performanse stroja
Dugoročna pouzdanost vakuumskog stroja za vulkanizaciju gume uvelike ovisi o strukturiranom programu preventivnog održavanja usmjerenom na komponente koje su najviše podložne habanju i degradaciji u visokotemperaturnom proizvodnom okruženju s visokim ciklusom.
- Inspekcija vakuumske brtve: U svakom intervalu održavanja potrebno je pregledati brtve na vratima komore i valjku zbog kompresije, pukotina ili površinske kontaminacije. Degradirane brtve najčešći su uzrok gubitka vakuuma i treba ih mijenjati prema rasporedu, a ne čekati vidljivi kvar.
- Održavanje vakuumske pumpe: Pumpe s rotacijskim lopaticama zahtijevaju redovitu izmjenu ulja — onečišćeno ili degradirano ulje pumpe značajno smanjuje razine vakuuma koje je moguće postići. Pumpe sa suhim vijkom zahtijevaju periodičnu provjeru rotora i ležajeva. Strogo se pridržavajte preporučenih servisnih intervala proizvođača.
- Provjera ravnosti ploče: Tijekom vremena, ponovljeni toplinski ciklusi i mehaničko opterećenje mogu uzrokovati pojavu nagnutih površina na pločama ili lokaliziranih niskih točaka što rezultira neravnomjernom raspodjelom tlaka po kalupu. Povremeno provjeravajte ravnost ploče pomoću preciznog ravnala i mjerača.
- Servis hidrauličkog sustava: Hidrauličko ulje treba svake godine uzorkovati i analizirati na kontaminaciju česticama i degradaciju viskoznosti. Brtve cilindara i spojeve crijeva treba provjeriti zbog curenja pri svakom posjetu preventivnom održavanju.
- Kalibracija termoelementa i regulatora: Točnost mjerenja temperature mijenja se tijekom vremena kako spojevi termoelemenata stare. Godišnja kalibracija svih temperaturnih senzora prema sljedivom referentnom standardu ključna je za održavanje dosljednosti otvrdnjavanja i zadovoljavanje zahtjeva revizije sustava kvalitete.
Vakuumski stroj za vulkanizaciju gume predstavlja jedno od tehnički najpotpunijih dostupnih rješenja za proizvodnju visokokvalitetnih gumenih komponenti bez grešaka u proizvodnom opsegu. Kombinacijom precizne toplinske kontrole, hidrauličkog stezanja i otplinjavanja potpomognutog vakuumom u jednom integriranom sustavu, rješava najupornije izazove kvalitete u kalupljenju gume i pozicionira proizvođače da zadovolje sve zahtjevnije specifikacije automobilskog, zrakoplovnog, medicinskog i industrijskog tržišta kojima opslužuju.