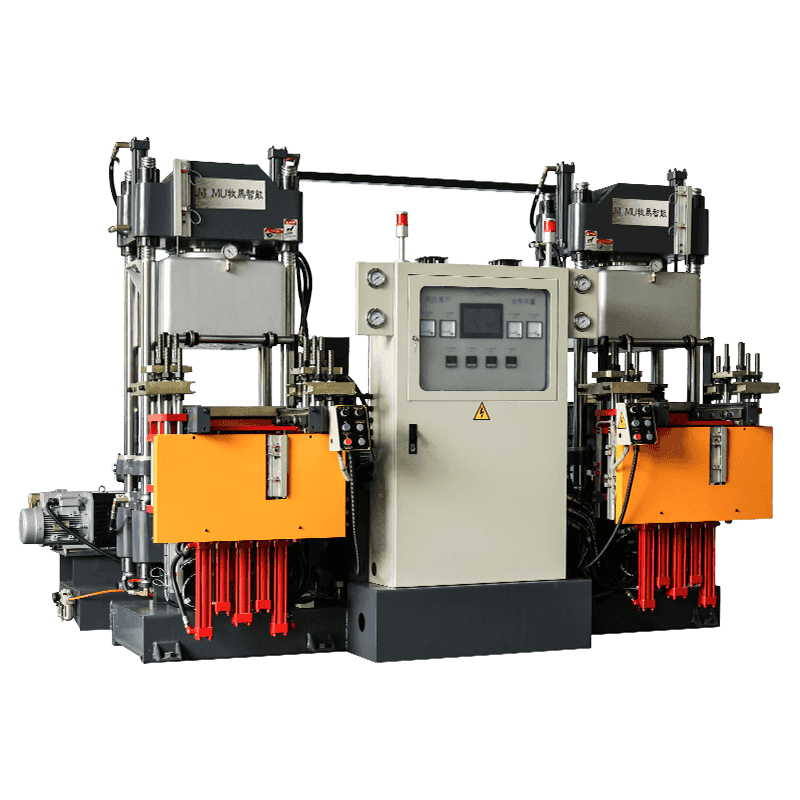
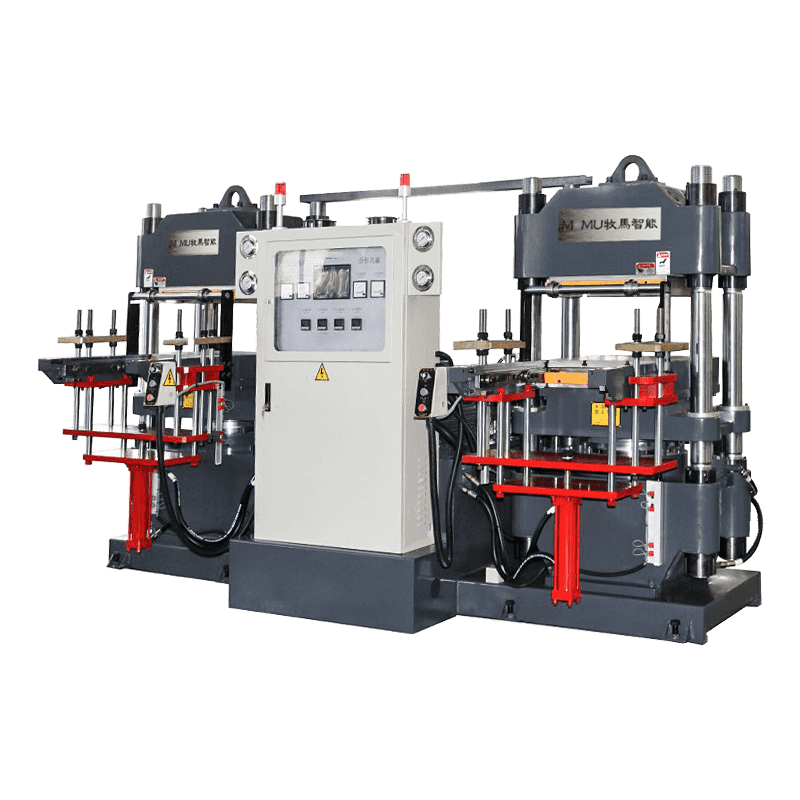
Prešanje gume pod pritiskom je jedan od najstarijih i najčešće korištenih procesa u proizvodnji gumenih dijelova, a stroj u središtu ovog procesa — stroj za prešanje gume — ostaje kamen temeljac proizvodnih linija u automobilskom, zrakoplovnom, industrijskom brtvljenju i sektoru robe široke potrošnje. Unatoč porastu tehnologija injekcijskog i prijenosnog prešanja, kompresijsko prešanje opstaje zbog svoje jednostavnosti, prednosti u pogledu cijene alata i prikladnosti za širok raspon gumenih smjesa i geometrija dijelova. Razumijevanje kako ti strojevi rade, što razlikuje visokokvalitetnu opremu od prosječne i kako uskladiti specifikacije stroja s vašim proizvodnim potrebama bitno je za inženjere, voditelje nabave i operatere postrojenja koji rade s proizvodima od vulkanizirane gume.
Što radi stroj za prešanje gume
A stroj za prešanje gume primjenjuje kontroliranu toplinu i pritisak na unaprijed izmjerenu količinu nestvrdnute gumene smjese postavljenu izravno u otvorenu šupljinu kalupa. Kada stroj zatvori kalup pod hidrauličkim pritiskom, guma je prisiljena prilagoditi se obliku šupljine. Trajna toplina — obično između 150°C i 200°C, ovisno o spoju — pokreće vulkanizaciju, proces kemijskog umrežavanja koji pretvara meku, savitljivu gumenu smjesu u izdržljiv, elastičan završni dio. Nakon završetka ciklusa stvrdnjavanja, kalup se otvara i dio se uklanja, često zahtijevajući ručno skidanje slojeva kako bi se odrezao višak materijala koji je ušao u liniju razdvajanja.
Proces prešanog kalupljenja posebno je prikladan za prirodnu gumu, EPDM, silikon, neopren, nitril (NBR) i fluoroelastomere (FKM/Viton). Obično se koristi za proizvodnju brtvila, brtvila, O-prstenova, prigušivača vibracija, dijafragmi, čahura i prilagođenih gumenih profila. Budući da je kalup otvoren tijekom punjenja, kompresijsko prešanje prilagođava gumu ojačanu tkaninom, dijelove spojene metalom i gumom i umeće prirodnije od procesa injekcijskog prešanja, što ga čini preferiranom metodom za složene kompozitne gumene komponente.
Osnovne komponente stroja za prešanje gume
Razumijevanje glavnih komponenti stroja za kompresijsko kalupljenje pojašnjava njegova načela rada i ključne čimbenike kvalitete koje treba procijeniti pri usporedbi modela različitih proizvođača.
Hidraulički sustav
Hidraulički sustav je srce stroja koje stvara snagu. Hidraulička pumpa dovodi tekućinu u cilindre koji pokreću pokretnu ploču, generirajući silu stezanja koja zatvara kalup i održava pritisak tijekom cijelog ciklusa stvrdnjavanja. Sila stezanja mjeri se u tonama i izravno određuje maksimalnu veličinu kalupa i mogući pritisak u šupljini. Strojevi se kreću od malih stolnih jedinica od 10 do 50 tona za laboratorijske i prototipove, do velikih proizvodnih preša koje prelaze 1000 tona za automobilske i industrijske dijelove. Stabilnost tlaka hidrauličkog sustava tijekom stvrdnjavanja je kritična — fluktuacije uzrokuju dimenzionalne varijacije u gotovom dijelu i mogu rezultirati nepotpunim punjenjem ili prazninama u gumi.

Grijane ploče
Gornja i donja ploča su ravne, precizno brušene metalne ploče koje drže polovice kalupa i prenose toplinu u njih. Ploče se iznutra zagrijavaju pomoću elemenata električnog otpora, pare ili cirkulacije vrućeg ulja. Električno grijanje je najčešće u suvremenim strojevima zbog svoje precizne upravljivosti i jednostavnosti održavanja. Parno grijanje nudi brze stope zagrijavanja, ali zahtijeva infrastrukturu i sustave upravljanja pritiskom. Ujednačenost raspodjele temperature po površini ploče jedan je od najvažnijih pokazatelja kvalitete za stroj za kompresijsko kalupljenje — temperaturne varijacije veće od ±3°C po površini ploče mogu uzrokovati neravnomjerno stvrdnjavanje, što rezultira dijelovima nedosljedne tvrdoće, gustoće i točnosti dimenzija po kalupu.
Kontrolni sustav
Moderni strojevi za kompresijsko kalupljenje gume koriste upravljačke sustave temeljene na PLC-u (programabilni logički kontroler) s HMI (sučelje čovjek-stroj) zaslonom osjetljivim na dodir koji omogućuje operaterima programiranje i pohranjivanje recepata za stvrdnjavanje — kombinacije postavki temperature, tlaka i vremena za specifične gumene smjese i geometrije dijelova. Napredni strojevi nude višestupanjsku kontrolu tlaka, automatsko disanje kalupa (kontrolirano trenutno otpuštanje tlaka kako bi se zarobljenom zraku i hlapljivim tvarima omogućilo da izađu tijekom stvrdnjavanja) i integraciju s nadzorom proizvodnje i sustavima podataka o kvaliteti. Početni strojevi mogu koristiti jednostavnije relejne ili analogne kontrole vremena i termostata, koje ograničavaju preciznost i sljedivost, ali smanjuju troškove.
Ključni parametri procesa i kako oni utječu na kvalitetu dijelova
Kvaliteta kompresijskog kalupljenja gume određena je trima međuovisnim parametrima procesa: temperaturom, tlakom i vremenom. Dobiti ih ispravne za određenu gumenu smjesu i dizajn kalupa temelj je dosljedne proizvodnje.
| Parametar | Tipični raspon | Učinak preniskog | Učinak previsokog |
| Temperatura | 150°C – 200°C | Undercure; meki, slabi dijelovi | Overcure; lomljivost, degradacija površine |
| Pritisak | Tlak šupljine 5 – 15 MPa | Nepotpuno punjenje; poroznost; kratki kadrovi | Pretjerano bljeskanje; oštećenje plijesni |
| Vrijeme liječenja | 2 – 20 minuta (ovisno o spoju) | Undercure; ljepljivost; loša mehanička svojstva | Reverzija (u NR); izgubljeno vrijeme ciklusa |
Vrijeme stvrdnjavanja je specifično za spoj i mora se utvrditi ispitivanjem reometrom (koristeći instrumente kao što je MDR — pokretni reometar) prije početka proizvodnje. Reometar generira krivulju stvrdnjavanja koja pokazuje optimalno vrijeme stvrdnjavanja (T90 — vrijeme za postizanje 90% maksimalnog momenta) za danu temperaturu. Rad dijelova na T90 umjesto prekomjernog stvrdnjavanja smanjuje vrijeme ciklusa i potrošnju energije bez ugrožavanja mehaničkih svojstava. Mnogi proizvodni pogoni pohranjuju reometarske podatke o stvrdnjavanju zajedno sa svojim PLC receptima za stvrdnjavanje kako bi se održala sljedivost i omogućila brza prilagodba receptura kada se mijenjaju serije sirovina.
Vrste strojeva za prešanje gume
Strojevi za prešanje gume dostupni su u nekoliko strukturnih i operativnih konfiguracija, od kojih svaka odgovara različitim proizvodnim razmjerima i zahtjevima dijelova.
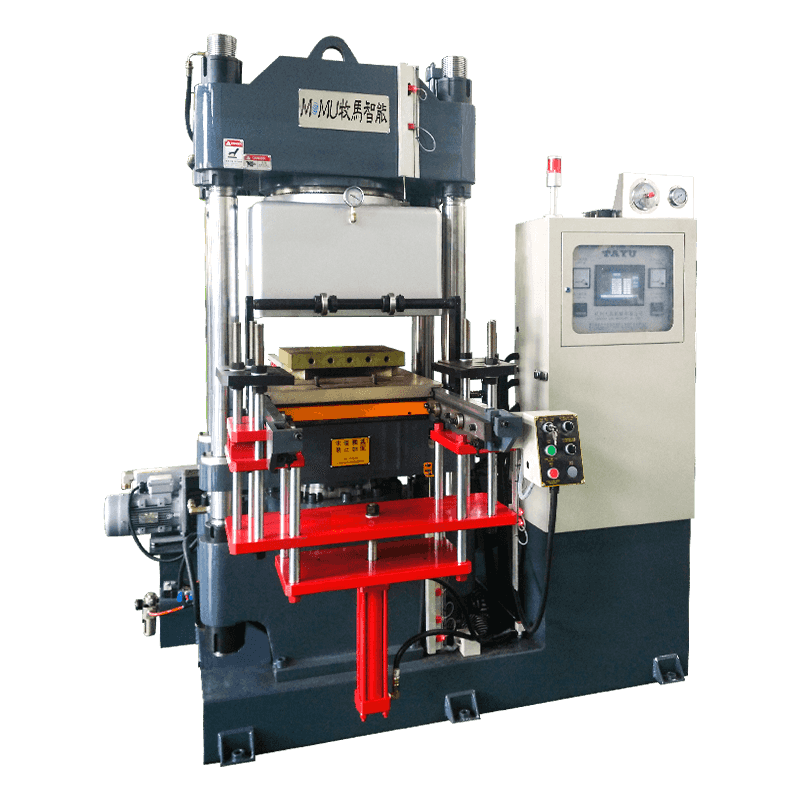
- Jednodnevni tisak: Najčešća konfiguracija, s jednim nizom gornjih i donjih ploča koje se otvaraju i zatvaraju jednom radnjom. Jednostavan za rukovanje i održavanje i prikladan za većinu standardne proizvodnje gumenih dijelova. Dostupan u veličinama od stonih laboratorijskih modela do velikih industrijskih preša.
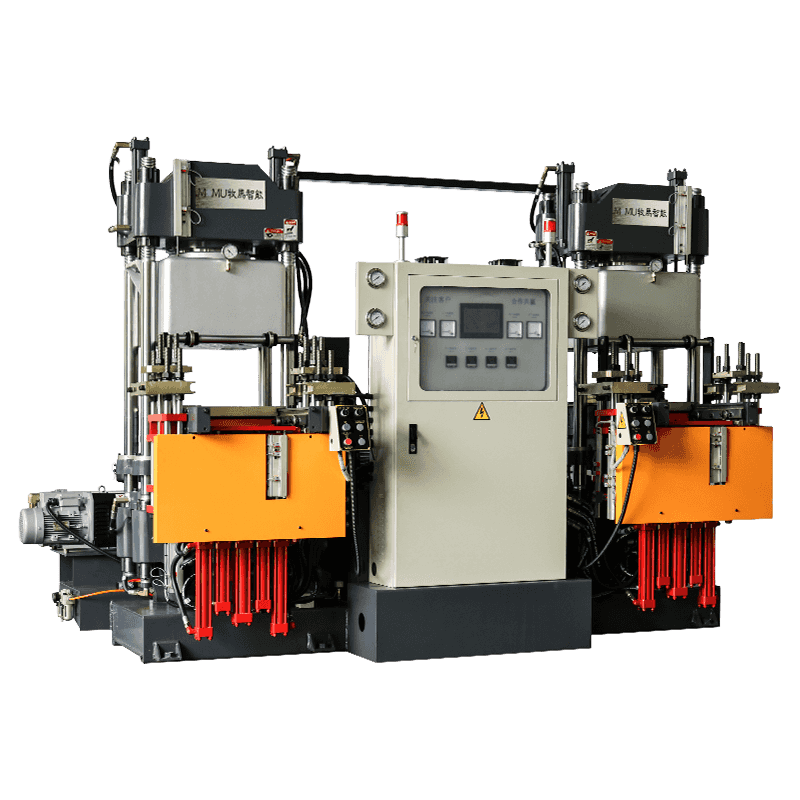
- Višednevni tisak: Sadrži više razina otvaranja kalupa (dnevna svjetla) naslaganih okomito unutar jednog okvira za prešanje, što omogućuje istovremeno sušenje nekoliko kalupa u jednom ciklusu prešanja. Značajno povećava učinak po površini stroja i naširoko se koristi u proizvodnji brtvi i brtvila velikih količina.
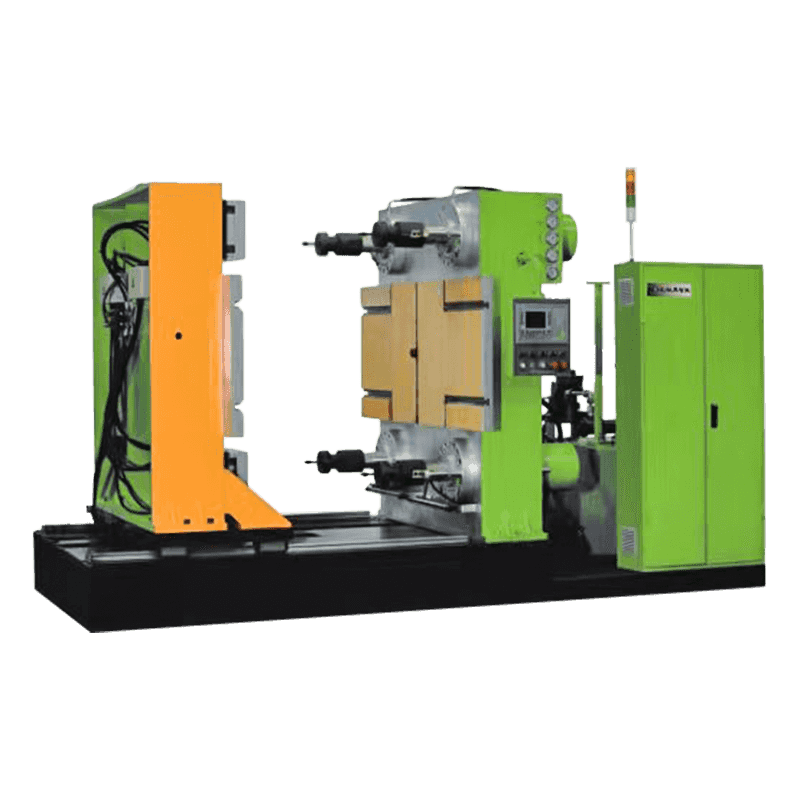
- Preša za rotirajući stol: Koristi rotirajući vrtuljak kalupnih stanica koje indeksiraju kroz položaje za utovar, prešanje i istovar. Omogućuje kontinuirani rad sa smanjenim zastojem operatera između ciklusa, dobro prilagođen za proizvodnju velikih količina malih do srednjih dijelova.
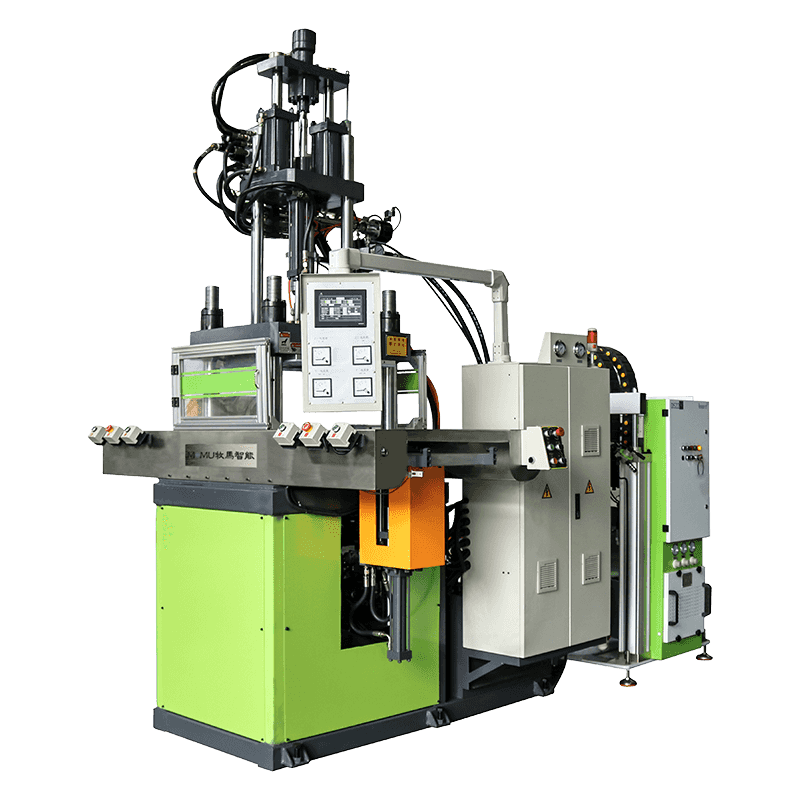
- Stroj za vakuumsko kompresirano kalupljenje: Opremljeni vakuumskom komorom oko područja kalupa, ovi strojevi evakuiraju zrak iz šupljine kalupa prije i tijekom zatvaranja. To sprječava zarobljavanje zraka u gumi, što je kritično za silikonske dijelove i druge primjene gdje je poroznost neprihvatljiva — kao što su medicinski uređaji, brtve za kontakt s hranom i dijafragme visokih performansi.
- Hidraulička preša s četiri stupa: Koristi četiri okomita vodeća stupa oko područja ploče za preciznu paralelnost tijekom zatvaranja kalupa. Preferira se za velike ili precizne kalupe gdje bi otklon ploče ili neusklađenost uzrokovali neravnomjerno bljeskanje, neusklađenost linija razdvajanja ili dimenzionalne varijacije po kalupu.
Kompresijsko prešanje u odnosu na prijenos i injekcijsko prešanje gume
Proizvođači gume često se suočavaju s odlukom je li kompresija, prijenos ili injekcijsko prešanje pravi postupak za određeni dio. Svaki od njih ima jasne prednosti i ograničenja koja treba procijeniti u odnosu na obujam proizvodnje, složenost dijelova, vrstu materijala i proračun alata.
| Faktor | Kompresija | Prijenos | Injekcija |
| Trošak alata | Niska | srednje | visoko |
| Vrijeme ciklusa | Dulje | srednje | Najkraći |
| Materijalni otpad | Umjereno (bljesak) | Umjereno (lonac/sprud) | Niska |
| Složenost dijela | Niska to Medium | srednje | visoko |
| Umetnite letvu | Izvrsno | dobro | ograničeno |
| Prikladnost volumena | Niska to medium | srednje | visoko volume |
| Potrebna vještina operatera | Umjereno | Umjereno | visokoer |
Kompresijsko prešanje dosljedno pobjeđuje na cijeni alata i fleksibilnosti oblikovanja umetaka, zbog čega ostaje dominantan proces za razvoj prototipa, kratke proizvodne serije i dijelove koji zahtijevaju spajanje metala ili tkanine. Za vrlo velike primjene gdje trošak rada po dijelu postaje dominantan ekonomski čimbenik, automatizirani ciklus injekcijskog prešanja i minimalni zahtjevi za brzo podešavanje općenito opravdavaju veća ulaganja u opremu i alate.
Što procijeniti pri odabiru stroja za prešanje gume
Odabir pravog stroja zahtijeva pažljivo usklađivanje vaših specifikacija proizvoda, obujma proizvodnje, gumenih smjesa i radnog okruženja. Kupnja nedovoljno specificirane opreme stvara uska grla; pretjerano određivanje rasipa kapital. Sljedeći kriteriji trebali bi voditi svaku ozbiljnu procjenu:
- Sila stezanja: Izračunajte potrebnu tonažu na temelju projiciranog tlaka šupljine (obično 7 do 12 MPa za većinu gumenih smjesa) pomnoženog s ukupnom projiciranom površinom svih šupljina plus područjem plamena u kalupu. Uvijek uključite sigurnosnu marginu od najmanje 20% kako biste prilagodili varijacije između smjesa i dizajna kalupa.
- Veličina ploče: Ploča mora biti dovoljno velika da u nju stane vaš najveći kalup s razmakom sa svih strana za stezanje i toplinsku jednolikost. Standardne veličine ploča kreću se od 200 × 200 mm za male laboratorijske preše do 1200 × 1200 mm ili veće za strojeve za industrijsku proizvodnju.
- Ujednačenost temperature: Zatražite specifikaciju ujednačenosti temperature ploče od proizvođača i provjerite je neovisno ako je moguće. Za precizne dijelove od silikona ili medicinske gume ključna je ujednačenost od ±2°C ili bolja po cijeloj površini ploče.
- Otvaranje dnevnog svjetla: Maksimalna udaljenost između otvorenih ploča mora odgovarati visini vašeg kalupa plus slobodnom prostoru za uklanjanje i utovar dijelova. Nedovoljna dnevna svjetlost tjera operatere u nezgodne položaje koji usporavaju vrijeme ciklusa i povećavaju ergonomski rizik.
- Sofisticiranost upravljačkog sustava: Procijenite jesu li PLC pohrana recepata, bilježenje podataka i mogućnosti daljinskog nadzora usklađeni s vašim zahtjevima za upravljanje kvalitetom i sljedivost. Industrije kao što su automobilska (IATF 16949) i medicinska (ISO 13485) imaju specifična očekivanja u vezi s dokumentacijom procesa koja jednostavniji strojevi ne mogu podržati.
- Postprodajna podrška i dostupnost rezervnih dijelova: Hidrauličke brtve, grijaći elementi i upravljačke komponente s vremenom se troše. Potvrdite da proizvođač ili lokalni distributer održava inventar rezervnih dijelova i može pružiti tehničku podršku unutar prihvatljivog vremena odgovora za vaše proizvodno okruženje.
Prakse održavanja koje produljuju vijek trajanja stroja i štite kvalitetu dijelova
Stroj za kompresijsko kalupljenje gume koji radi u proizvodnim uvjetima podložan je kontinuiranom toplinskom ciklusu, hidrauličkom pritisku i kontaminaciji gumenom smjesom. Disciplinirana rutina održavanja nije izborna — to je razlika između stroja koji daje dosljedan učinak 20 godina i onog koji generira kvarove i zastoje unutar pet godina.
- dnevno: Očistite površine ploče i rastavne površine kalupa od ostataka plamena i smjese pomoću odgovarajućeg sredstva za odvajanje i neabrazivnih alata. Provjerite razinu hidrauličke tekućine i provjerite ima li vidljivih curenja oko brtvi cilindra i okova. Provjerite očitanja temperature ploče u odnosu na kalibrirani termoelement.
- Tjedno: Provjerite stanje hidrauličke tekućine i status filtra. Provjerite paralelnost stupova vodilica i ploče. Provjerite rade li sve sigurnosne blokade — uključujući zaustavljanje u nuždi, svjetlosne zavjese i ventile za smanjenje tlaka — ispravno.
- Mjesečno: Kalibrirajte regulatore temperature i termoparove u odnosu na sljedivu referencu. Provjerite otpornost grijaćeg elementa kako biste identificirali elemente koji se približavaju kraju životnog vijeka prije nego što pokažu u proizvodnji. Provjerite ima li brtvi hidrauličkog cilindra znakova curenja.
- Godišnje: Potpuna izmjena hidrauličke tekućine i zamjena filtera. Mjerenje ravnosti ploče i korekcija ako je potrebno. Kompletan pregled električnog sustava uključujući nepropusnost terminala, izolacijski otpor i zamjenu PLC baterije.
Stroj za prešanje gume je dugoročna kapitalna investicija čiji povrat ovisi o disciplini procesa koliko i o kvaliteti stroja. Usklađivanje prave specifikacije stroja s vašim asortimanom proizvoda, uspostavljanje preciznih parametara procesa za svaku smjesu i održavanje opreme u skladu sa standardima proizvođača tri su stupa produktivnog, troškovno učinkovitog kompresijskog kalupljenja gume. Za proizvođače koji ovu kombinaciju dobro slože, kompresijsko prešanje ostaje jedan od najpouzdanijih i ekonomski najučinkovitijih dostupnih postupaka oblikovanja gume.