Kako se proizvodi silikon? Kemija iza materijala
Silikon je sintetski polimer čija je okosnica izgrađena od izmjeničnih atoma silicija i kisika - struktura poznata kao siloksanski lanac - umjesto okosnice ugljik-ugljik koja se nalazi u organskoj plastici poput polietilena ili polipropilena. Ova temeljna razlika u molekularnoj arhitekturi je ono što daje silikonu njegovu izvanrednu toplinsku stabilnost, kemijsku inertnost, fleksibilnost u širokom temperaturnom rasponu i otpornost na UV degradaciju. Razumijevanje načina na koji se silikon proizvodi od sirovog elementarnog porijekla do gotovog elastomera pomaže inženjerima, dizajnerima proizvoda i proizvođačima da razumiju zašto se ovaj materijal ponaša na takav način i zašto se obrađuje drugačije od konvencionalnih termoplastičnih smola.
Proizvodnja silikona počinje sa silicijem — drugim najzastupljenijim elementom u Zemljinoj kori, koji se prvenstveno nalazi u obliku silicijevog dioksida (SiO₂), obično poznatog kao kvarcni ili silikatni pijesak. Ono što je ključno, element silicij kemijski se razlikuje od polimera silikona. Silicij u svom sirovom obliku nije prirodno mekan, fleksibilan ili kemijski stabilan u različitim uvjetima; to je tvrd, lomljiv metaloid. Njegovo pretvaranje u svestrani silikonski polimer koji se koristi u medicinskim uređajima, automobilskim brtvama, robi široke potrošnje i industrijskim komponentama zahtijeva višestupanjski kemijski proces koji uvodi organske skupine na bazi ugljika na silicijsku okosnicu, iz temelja mijenjajući njegova svojstva.

Od kvarca do metala silicija: prva faza proizvodnje
Prvi korak u proizvodnji silikona je redukcija silicijevog dioksida u metalurški metalni silicij. To se postiže u velikim elektrolučnim pećima gdje se kvarcit (oblik kvarca visoke čistoće) zagrijava do temperatura koje prelaze 1800°C u prisutnosti redukcijskih sredstava bogatih ugljikom, kao što su ugljen, koks i drvna sječka. Ugljik reagira s kisikom u silicijevom dioksidu, oslobađajući ugljični dioksid i ostavljajući za sobom tekući metalni silicij čistoće od približno 98-99%. Ovaj materijal poznat je kao metalurški silicij (MG-Si) i služi kao kritična sirovina za proizvodnju silikonskih polimera.
Rastaljeni silicij se lijeva u poluge, ostavlja da se ohladi, a zatim drobi u prah ili granule za daljnju kemijsku obradu. U ovoj fazi, silicij je još uvijek daleko od toga da bude polimer - mora proći slijed kemijskih reakcija koje pričvršćuju organske metilne skupine na atome silicija, stvarajući međuprodukte organoklorosilana koji služe kao građevni blokovi svih komercijalnih silikonskih proizvoda.
Müller-Rochow proces: izgradnja silikonskog monomera
U industrijskoj proizvodnji silikonskih monomera dominira izravni postupak Müller-Rochow, neovisno razvijen 1940-ih. U ovom procesu, metalni silicij u prahu reagira s plinom metil kloridom (CH3Cl) u prisutnosti bakrenog katalizatora na temperaturama između 250°C i 350°C. Ova reakcija proizvodi smjesu spojeva klorosilana, od kojih je komercijalno najvažniji dimetildiklorosilan — (CH3)2SiCl2. Ova je molekula primarni monomer iz kojeg se u konačnici dobiva velika većina komercijalnih silikona.
Mješavina klorosilana proizvedena izravnim postupkom razdvaja se frakcijskom destilacijom na pojedinačne komponente, od kojih svaka ima različitu reaktivnost i proizvodi različite strukture silikonskog polimera kada se hidrolizira. Dimetildiklorosilan, kada je izložen vodi, podvrgava se brzoj hidrolizi — atomi klora zamijenjeni su hidroksilnim skupinama — a rezultirajući silanolni međuprodukti spontano se međusobno kondenziraju kako bi formirali lance polidimetilsiloksana (PDMS). Ovisno o reakcijskim uvjetima, duljini lanca i specifičnoj mješavini upotrijebljenih klorosilanskih monomera, dobiveni polimer može biti tekućina niske viskoznosti, viskozna guma ili osnovni polimer visoke molekularne težine pogodan za miješanje u silikonsku gumu.
Smjesa silikonske gume: od osnovnog polimera do materijala koji se može oblikovati
Sam sirovi polimer polidimetilsiloksana nije prikladan za injekcijsko prešanje. Mora se pomiješati s nizom aditiva koji prilagođavaju njegovu tvrdoću, vlačnu čvrstoću, istezanje, toplinsku otpornost, boju i karakteristike stvrdnjavanja kako bi odgovarali specifičnim zahtjevima primjene. Ova faza miješanja je mjesto gdje se zapravo stvara funkcionalni silikonski gumeni materijal koji se koristi u strojevima za injekcijsko prešanje, a uključuje pažljivu formulaciju od strane kemičara za materijale koji balansiraju konkurentne zahtjeve svojstava s ograničenjima obrade.
- Punila za ojačavanje: Pareni silicij je najraširenije punilo za ojačanje u smjesama silikonske gume. Dodan pri opterećenju od 20–50% po težini, pareni silicij dramatično povećava vlačnu čvrstoću i otpornost na trganje interakcijom s polimernim lancima na molekularnoj razini. Bez ojačanja, čisti silikonski polimer ima vrlo nisku mehaničku čvrstoću.
- Sredstva za umrežavanje: Za transformaciju linearnog ili lagano razgranatog silikonskog polimera u trodimenzionalnu elastomernu mrežu, moraju se ugraditi sredstva za umrežavanje. Za gumu visoke konzistencije (HCR) koja se koristi u konvencionalnom injekcijskom prešanju, organski peroksidi su tradicionalni umreživači. Za tekuću silikonsku gumu (LSR), sustav dodatnog stvrdnjavanja kataliziranog platinom je standardan, nudi brže cikluse stvrdnjavanja i izvrsnu postojanost svojstava.
- Pigmenti i bojila: Silikon je prirodno proziran i lako prihvaća pigmentaciju. Željezni oksid, titanijev dioksid i organski pigmenti ugrađuju se tijekom miješanja kako bi proizveli puni spektar boja koje zahtijevaju proizvođači potrošačkih proizvoda i medicinskih uređaja.
- Pomoćna sredstva za obradu: Mali dodaci pomoćnih sredstava za obradu kao što su silikonska ulja ili voskovi poboljšavaju ponašanje tečenja smjese tijekom injekcijskog prešanja, smanjujući zahtjeve za tlakom ubrizgavanja i poboljšavajući punjenje kalupa u složenim geometrijama šupljina.
- Funkcionalni dodaci: Ovisno o krajnjoj primjeni, mogu se dodati dodatni agensi — usporivači plamena za komponente električne izolacije, antimikrobni agensi za medicinske proizvode i proizvode koji dolaze u dodir s hranom ili toplinski stabilizatori za primjene pri visokim temperaturama.
Vrste silikona koji se koriste u injekcijskom prešanju: HCR nasuprot LSR
Dva različita oblika silikonske gume obrađuju se u strojevima za injekcijsko prešanje i značajno se razlikuju u svom fizičkom stanju, ponašanju pri obradi i vrsti stroja potrebnog za rukovanje njima. Odabir između gume visoke konzistencije (HCR) i tekuće silikonske gume (LSR) jedna je od najkonzekventnijih odluka o materijalu u razvoju silikonskih proizvoda, koja izravno utječe na kvalitetu dijelova, vrijeme ciklusa, dizajn alata i ekonomiju proizvodnje.
Guma visoke konzistencije (HCR)
HCR je čvrst materijal nalik kitu na sobnoj temperaturi s konzistencijom sličnom tijestu za kruh. Ima veliku molekularnu težinu — obično prelazi milijun g/mol — i mora se prethodno zagrijati i obraditi prije nego što dovoljno teče da bi se ubrizgao u šupljinu kalupa. HCR spojevi obično se stvrdnjavaju korištenjem organskih peroksida na temperaturama od 150-200°C, a naknadno stvrdnjavanje na povišenim temperaturama često je potrebno kako bi se u potpunosti razvila mehanička svojstva i uklonili zaostali nusprodukti razgradnje peroksida. HCR je dobro etabliran za proizvodnju brtvila, brtvila, cijevi i pribora za kabele, a može se prerađivati na modificiranim strojevima za injekcijsko prešanje gume ili prešama za kompresijsko kalupljenje.
Tekuća silikonska guma (LSR)
LSR je dvokomponentni tekući sustav koji se može pumpati i isporučuje se u odvojenim bačvama — komponenta A sadrži osnovni polimer i platinasti katalizator, dok komponenta B sadrži osnovni polimer i poprečni povezivač (obično spoj silikonskog hidrida). Dvije komponente se doziraju u preciznom omjeru 1:1, miješaju u statičkoj ili dinamičkoj miješalici i ubrizgavaju u zagrijani kalup gdje se reakcija stvrdnjavanja katalizirana platinom odvija brzo, obično unutar 10-60 sekundi pri temperaturama kalupa od 150-220°C. LSR ne proizvodi nusproizvode stvrdnjavanja, ne zahtijeva naknadno stvrdnjavanje i pruža iznimnu konzistentnost dijelova s preciznošću dimenzija koju je teško postići s HCR-om. To je preferirani materijal za proizvodnju velikih količina medicinskih uređaja, proizvoda za njegu dojenčadi, nosivih tehnoloških komponenti i preciznih industrijskih brtvi.
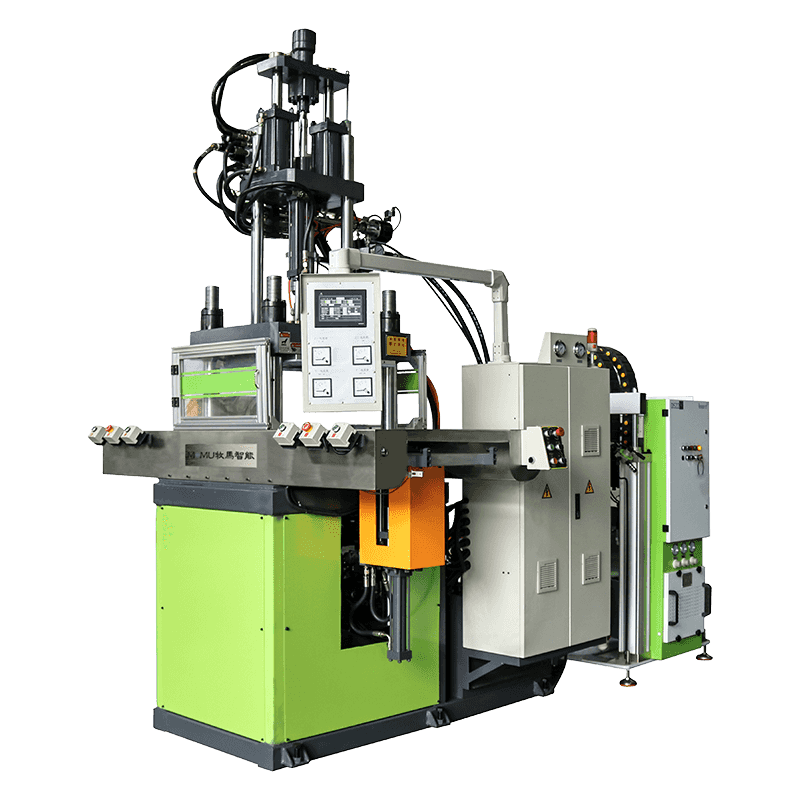
Kako radi stroj za injekcijsko prešanje silikona/gume
Silikonski ili stroj za brizganje gume bitno se razlikuje od standardnog termoplastičnog stroja za injekcijsko prešanje u nekoliko kritičnih aspekata, vođenih duroplastičnom prirodom silikona i gume — materijala koji se nepovratno stvrdnjavaju nakon zagrijavanja, a ne omekšavaju kada se zagrijavaju kao termoplasti. U termoplastičnom stroju, cijev i vijak se zagrijavaju kako bi se materijal otopio, a kalup se hladi kako bi se dio skrutio. U stroju za injekcijsko prešanje silikona/gume, materijal se mora održavati hladnim kroz cijeli sustav za ubrizgavanje kako bi se spriječilo prerano stvrdnjavanje, dok se kalup zagrijava kako bi se pokrenula i dovršila vulkanizacija.
Za LSR obradu, jedinica za ubrizgavanje opremljena je dvokomponentnim sustavom za doziranje i miješanje koji crpi iz dva bubnja za materijal pomoću preciznih zupčastih pumpi, miješa ih u ispravnom omjeru kroz statički sklop miješalice i isporučuje izmiješani materijal u hladnu bačvu za ubrizgavanje. Sklop bačve i vijka se hladi - obično ohlađenom vodom na 5-15°C - kako bi se LSR održao ispod svoje aktivacijske temperature tijekom ciklusa ubrizgavanja. Kada se materijal ubrizgava u zagrijani kalup (150–220°C), dramatično povećanje temperature aktivira platinasti katalizator i reakcija stvrdnjavanja se završava u roku od nekoliko sekundi.
Ključne komponente stroja za injekcijsko prešanje silikona/gume
| komponenta | Funkcija | Ključna specifikacija |
| Dvokomponentna mjerna jedinica | Precizno mjeri i pumpa LSR komponente A i B | Točnost omjera ±0,5% ili bolja |
| Statički/dinamički mikser | Homogeno miješa komponente A i B prije ubrizgavanja | Učinkovitost miješanja, nisko smično zagrijavanje |
| Cijev i vijak za hladno ubrizgavanje | Prenosi i ubrizgava materijal dok sprječava prerano stvrdnjavanje | Hlađenje hladnom vodom, 5–15°C |
| Grijana jedinica za stezanje i kalup | Drži kalup zatvoren pod pritiskom i dovodi toplinu za stvrdnjavanje | 150–220°C, sila stezanja po šupljini |
| Cold Runner sustav | Dostavlja materijal u šupljine bez trošenja stvrdnute cijevi | Otpad gotovo nula, toplinski izoliran |
| Kontrolni sustav (CNC/PLC) | Upravlja brzinom ubrizgavanja, tlakom, temperaturom i vremenom | Ponovljivost procesa, bilježenje podataka |
Razmatranja dizajna kalupa specifična za silikonsko injekcijsko prešanje
Dizajn kalupa za silikonsko injekcijsko prešanje zahtijeva posebnu pozornost na čimbenike koji se značajno razlikuju od termoplastičnog alata. Niska viskoznost silikona u LSR obliku — često u usporedbi s gustim vrhnjem ili tijestom za palačinke — znači da će lako ući u najmanji razmak između dijelova kalupa, stvarajući bljesak koji se mora ukloniti u naknadnoj obradi. Silikonsko oblikovanje bez ili gotovo bez bljeska zahtijeva ekstremno niske tolerancije ravnosti rastavne površine, obično unutar 2-5 mikrona, i precizno brušeni alatni čelik s tvrdoćom iznad 48 HRC za održavanje ovih tolerancija tijekom milijuna ciklusa.
Odzračivanje je ključno u dizajnu silikonskih kalupa jer zrak zarobljen u džepovima šupljina ne može pobjeći kroz materijal kao što se događa u nekim poroznim procesima - zarobljeni zrak stvara šupljine, kratke pucnjeve ili površinske defekte. Ventilacijski kanali plitki kao 3-8 mikrona ugrađeni su na liniji razdvajanja i na točkama posljednjeg punjenja svake šupljine. Dizajn sustava za izbacivanje također mora uzeti u obzir visoku fleksibilnost i površinsku ljepljivost stvrdnutih silikonskih dijelova — vađenje iz kalupa bez kidanja ili izobličenja značajki tankih stijenki obično zahtijeva pažljiv dizajn kuta propuha, površinsku teksturu ili upotrebu premaza protiv prianjanja kao što je PTFE ili plazma obrada površine na površinama šupljina.
Industrije i primjene kojima služi injekcijsko prešanje silikona
Kombinacija iznimnih svojstava silikonskog materijala i preciznosti koja se može postići injekcijskim prešanjem čini strojeve za injekcijsko prešanje silikona/gume centralnim mjestom u proizvodnji u iznimno raznolikom rasponu industrija. Svaki sektor iskorištava poseban podskup karakteristika izvedbe silikona, a sposobnost proizvodnje složenih geometrija s uskim tolerancijama pri velikim količinama čini injekcijsko prešanje preferiranom metodom proizvodnje u svima njima.
- Medicinski i farmaceutski: Biokompatibilnost, mogućnost sterilizacije i kemijska inertnost silikona čine ga materijalom izbora za komponente katetera, brtve implantabilnih uređaja, držače kirurških instrumenata, respiratorne maske i membrane ventila za isporuku lijekova. LSR injekcijsko prešanje omogućuje proizvodnju ovih dijelova prema standardima za medicinske uređaje klase III uz potpunu validaciju procesa i sljedivost.
- Automobili: Brtve konektora, gumeni prstenovi, poklopci za svjećice, crijeva turbopunjača i brtve za primjenu ispod haube oslanjaju se na sposobnost silikona da održi učinkovitost brtvljenja na temperaturama u rasponu od -60°C do preko 200°C tijekom životnog vijeka vozila.
- Potrošačka elektronika: Zaštitne navlake, membrane za gumbe, vodootporne brtve za nosive uređaje i vrhovi slušalica izrađeni su injekcijskim prešanjem od LSR-a u alatima s visokom kavitacijom koji proizvode milijune dijelova godišnje uz konstantnu točnost dimenzija.
- Proizvodi za dojenčad i mlade: Bradavice za bočice, dude, grickalice i vrhovi žličica za hranjenje izrađeni od spojeva LSR koji su pogodni za hranu i FDA-u, proizvode se u kalupima s više šupljina uz stroge higijenske proizvodne protokole.
- Industrija i energija: Električni izolatori za visokonaponsku prijenosnu opremu, dijafragme pumpi, povratni ventili i brtve za kemijsku obradu iskorištavaju silikonsku kombinaciju električnog otpora, UV stabilnosti i kemijske otpornosti u zahtjevnim vanjskim i procesnim okruženjima.
Od rude kvarcita koja se puni u lučne peći do precizno oblikovane silikonske brtve na medicinskom implantatu, put silikona od sirovine do gotovog proizvoda je put industrijske kemije i preciznog inženjerstva koji rade u bliskoj koordinaciji. Stroj za injekcijsko prešanje silikona/gume nalazi se u središtu ovog lanca vrijednosti — pretvarajući pažljivo formuliran duroplast polimer u dimenzionalno točne komponente visokih performansi koje su nevidljivo, ali neizostavno ugrađene u proizvode koji definiraju moderni život.