Zašto vakuum mijenja sve u vulkanizaciji gume
Vulkanizacija gume — proces umrežavanja polimernih lanaca korištenjem topline i pritiska za pretvaranje sirove gume u izdržljiv, elastičan materijal — industrijski se prakticira više od 180 godina. Ipak, uvođenje vakuumske tehnologije u proces vulkanizacije predstavlja jedno od najznačajnijih poboljšanja u modernoj proizvodnji gume. A vakuumski stroj za vulkanizaciju gume evakuira zrak i zarobljene plinove iz gumene smjese i šupljine kalupa prije i tijekom stvrdnjavanja, eliminirajući poroznost, šupljine i površinske nedostatke koje vulkanizacija pod atmosferskim tlakom neizbježno proizvodi u preciznim komponentama.
Rezultat je mjerljivo superioran proizvod: gušće umrežene mreže, poboljšana mehanička svojstva, bolja točnost dimenzija i površine bez grešaka — sve kritično u primjenama gdje kvar gumene komponente nosi sigurnosne ili regulatorne posljedice. Kako potražnja za preciznim gumenim dijelovima raste u automobilskom, zrakoplovnom, medicinskom i elektroničkom sektoru, strojevi za vakuumsku vulkanizaciju prešli su sa specijalne opreme na glavne industrijske alate.
Proces vulkanizacije: konvencionalni nasuprot vakuumu
Da bismo razumjeli vrijednost vakuumske vulkanizacije, korisno je točno ispitati gdje konvencionalne metode ne uspijevaju.
Konvencionalno kompresirano ili prijenosno kalupljenje
Kod standardne kompresije ili prijenosne vulkanizacije, gumena smjesa se stavlja u zagrijani kalup i primjenjuje se pritisak da se materijal potisne u šupljinu kalupa. Zrak zarobljen unutar smjese ili na spoju smjese i kalupa nema izlazni put. Kako temperatura raste i počinje umrežavanje, ovaj zarobljeni zrak stvara mikro šupljine — pore, mjehuriće i površinske rupičaste šupljine — koje smanjuju gustoću dijela, vlačnu čvrstoću i vijek trajanja. Za nekritične potrošačke proizvode, ova degradacija je prihvatljiva. Za brtve, dijafragme, komponente medicinskih uređaja i brtve za zrakoplove, nije.
Vulkanizacija potpomognuta vakuumom
Stroj za vakuumsku vulkanizaciju gume primjenjuje kontrolirani vakuum — obično u rasponu –0,08 do –0,098 MPa (približno –80 do –98 kPa mjerno) — u šupljinu kalupa prije ubrizgavanja smjese ili kompresije i održava taj vakuum kroz početne faze stvrdnjavanja. Ova evakuacija uklanja otopljene plinove iz gumene matrice, eliminira međupovršinske zračne džepove i snižava točku ključanja vlage unutar smjese, izvlačeći je van prije nego što se primijeni toplina. Ciklus stvrdnjavanja zatim se odvija i pod vakuumom i pod pritiskom, dajući potpuno konsolidirani dio bez šupljina.
Ključne tehničke prednosti vakuumske vulkanizacije
Prednosti izvedbe vakuumske vulkanizacije mjerljive su kroz više metrika kvalitete i procesa:
- Uklanjanje poroznosti i šupljina — Vakuumska evakuacija uklanja zarobljeni zrak prije nego što ga geliranje zaključa na mjestu. Dijelovi postižu relativne gustoće koje se približavaju teoretskom maksimumu za spoj, što se izravno prevodi u poboljšanu vlačnu čvrstoću, istezanje pri prekidu i otpornost na zamor.
- Vrhunska kvaliteta površine — Bez zraka zarobljenog na spoju kalupa i gume, gotove površine su glatke, kozmetički čiste i bez rupa. Ovo je osobito kritično za silikonske leće optičke kvalitete, medicinske cijevi i gumene proizvode namijenjene potrošačima gdje estetika utječe na percipiranu kvalitetu.
- Bolja točnost dimenzija — Konsolidacija bez praznina proizvodi dijelove koji su u skladu s preciznom geometrijom kalupa. Skupljanje je predvidljivije i ravnomjernije, smanjujući varijacije dimenzija nakon stvrdnjavanja — ključna prednost za O-prstenove, brtve i lijevane dijelove s malom tolerancijom.
- Poboljšan spojeni tok u složenim geometrijama — Vakuumsko izvlačenje pomaže pri kretanju smjese u duboke udubljenja, tanke dijelove i zamršene oblike kalupa koje ubrizgavanje pod atmosferskim tlakom teško može u potpunosti ispuniti.
- Smanjene stope otpada i prerade — Uklanjanjem primarnog uzroka vizualnih i strukturnih nedostataka u lijevanoj gumi, vakuumska vulkanizacija značajno smanjuje stope odbacivanja na preciznim komponentama, poboljšavajući ukupnu učinkovitost opreme (OEE) za operacije kalupljenja gume.
- Kompatibilnost sa spojevima osjetljivim na vlagu — Silikonska guma, EPDM i određeni specijalni elastomeri posebno su osjetljivi na zaostalu vlagu tijekom stvrdnjavanja. Vakuumsko otplinjavanje prije zagrijavanja učinkovito uklanja ovu vlagu, sprječavajući parnu poroznost u stvrdnutom dijelu.
Vrste strojeva za vakuumsku vulkanizaciju gume
Oprema za vakuumsku vulkanizaciju dostupna je u nekoliko konfiguracija, od kojih svaka odgovara različitim proizvodnim razmjerima, vrstama gume i geometrijama dijelova.
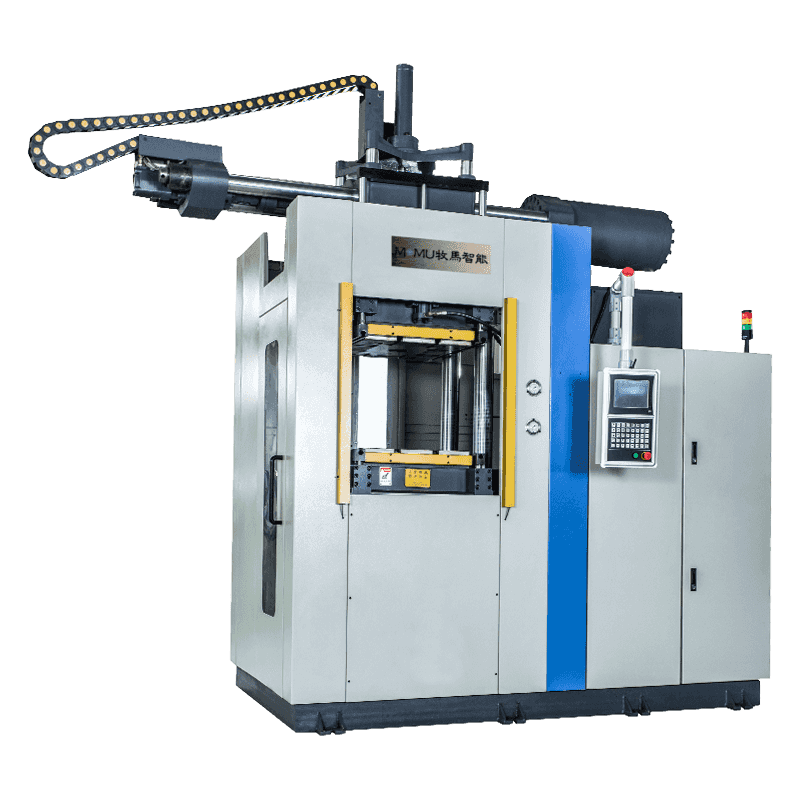
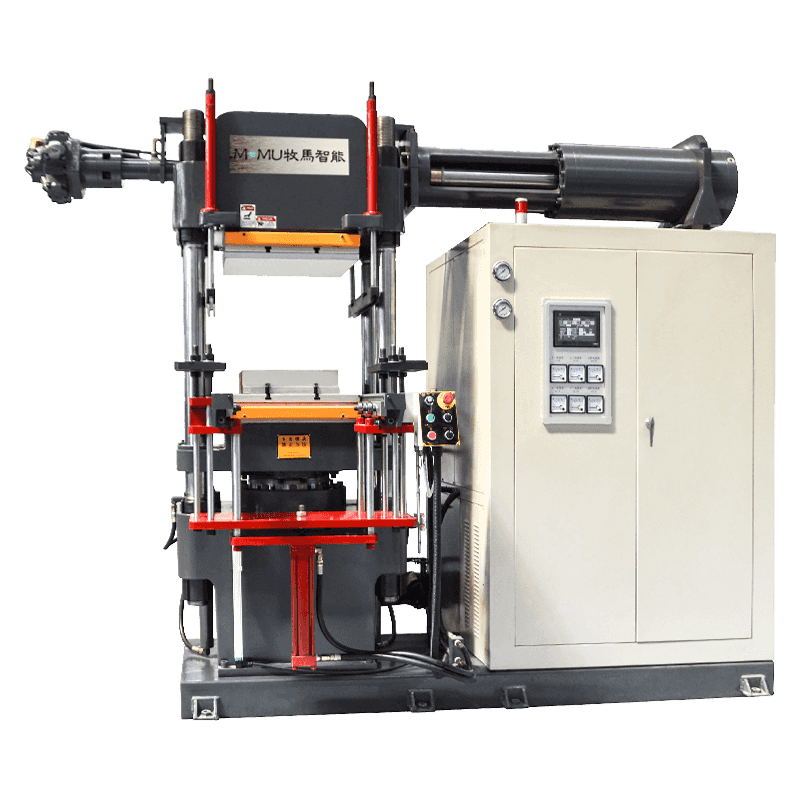
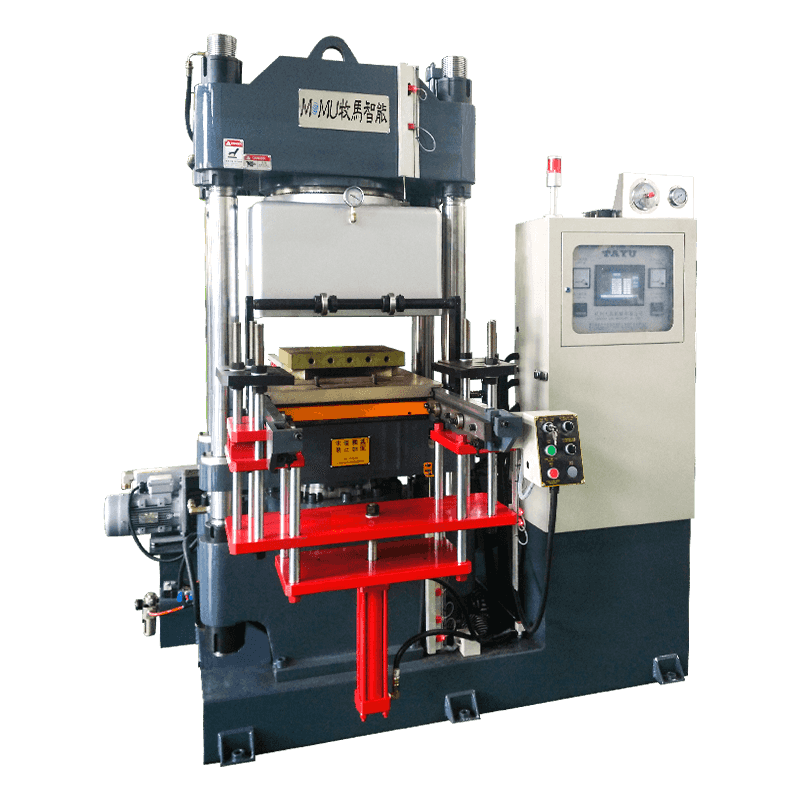
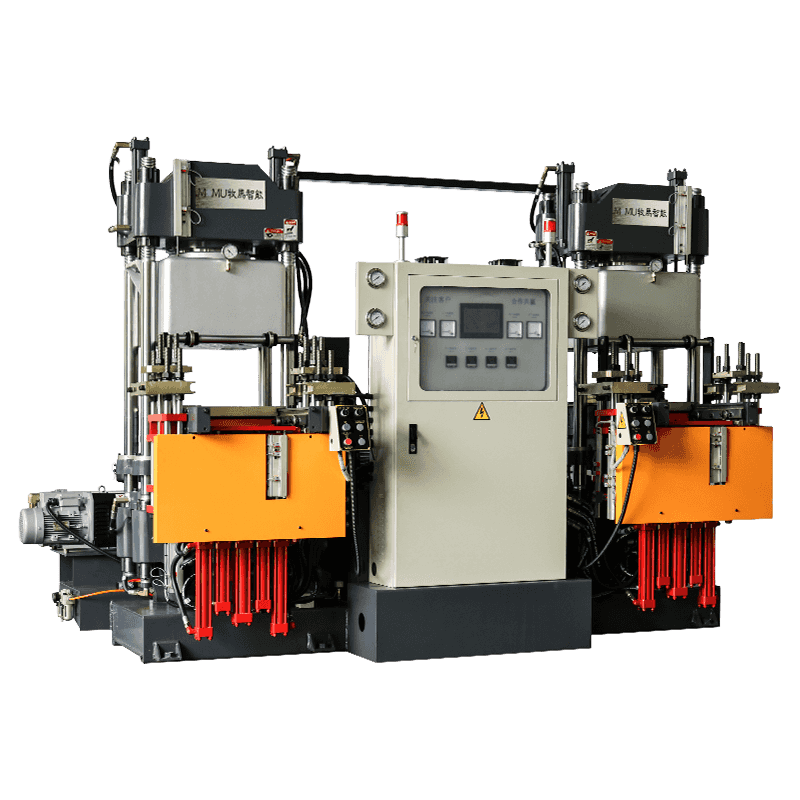
Vakuumska preša za kalupljenje
Najčešće korištena konfiguracija u šaržnom prešanju gume. Hidraulička preša s grijanim pločama sabija kalup; vakuumski krug — integriran u kalup ili primijenjen putem periferne vakuumske komore — prazni šupljinu prije i tijekom zatvaranja. Prikladno za ravne podloge, ploče, brtve i relativno jednostavne lijevane profile. Temperature ploče obično se kreću od 150°C do 200°C , s hidrauličkim pritiscima od 10 do 200 tona, ovisno o veličini dijela i viskoznosti spoja.
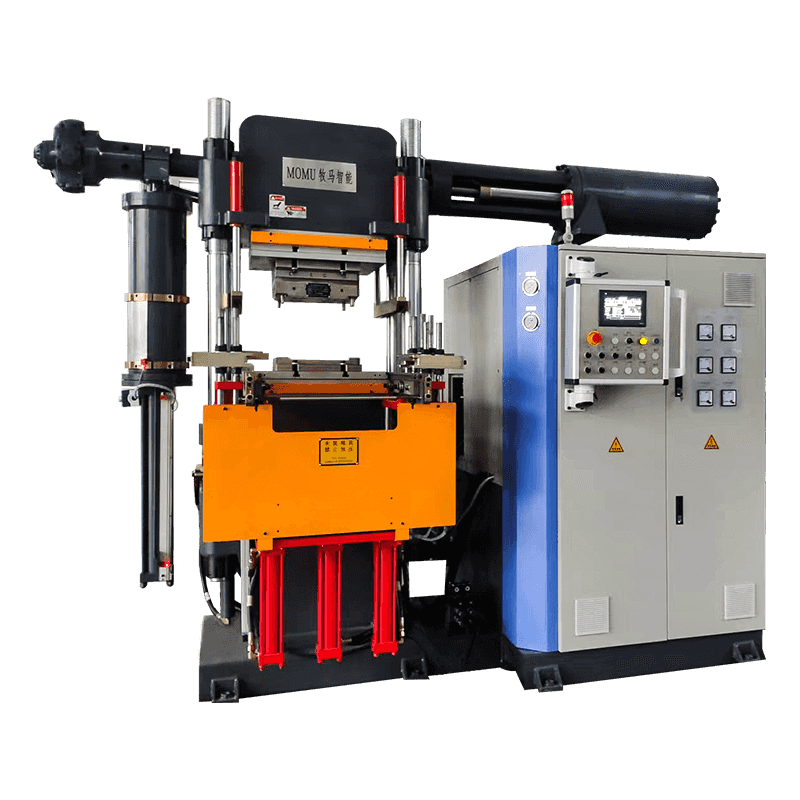
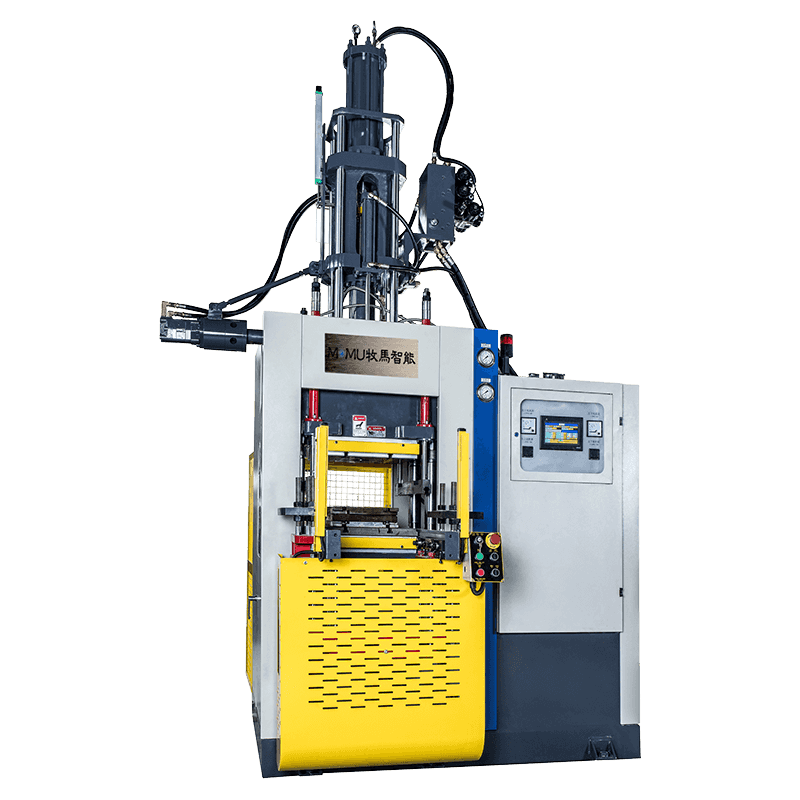
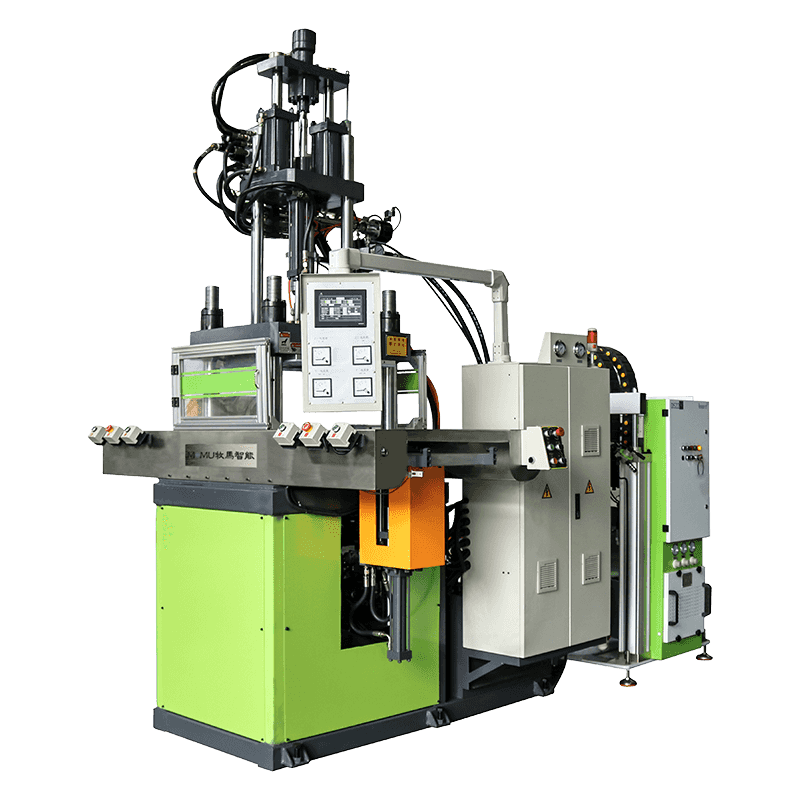
Stroj za vakuumsko injekcijsko prešanje
Kombinira pražnjenje vakuumske šupljine s ubrizgavanjem prethodno plastificirane gumene smjese pod pritiskom. Kalup je zapečaćen i ispražnjen prije početka ubrizgavanja, zatim se smjesa ubrizgava u ispražnjenu šupljinu. Ova konfiguracija pruža najbolju dimenzionalnu konzistentnost za složene trodimenzionalne dijelove koji se proizvode u velikim količinama — automobilske brtve, spojnice i komponente medicinskih uređaja tipične su primjene. Vremena ciklusa kraća su od kompresijskog kalupljenja zbog preciznog doziranja smjese i bržeg punjenja.
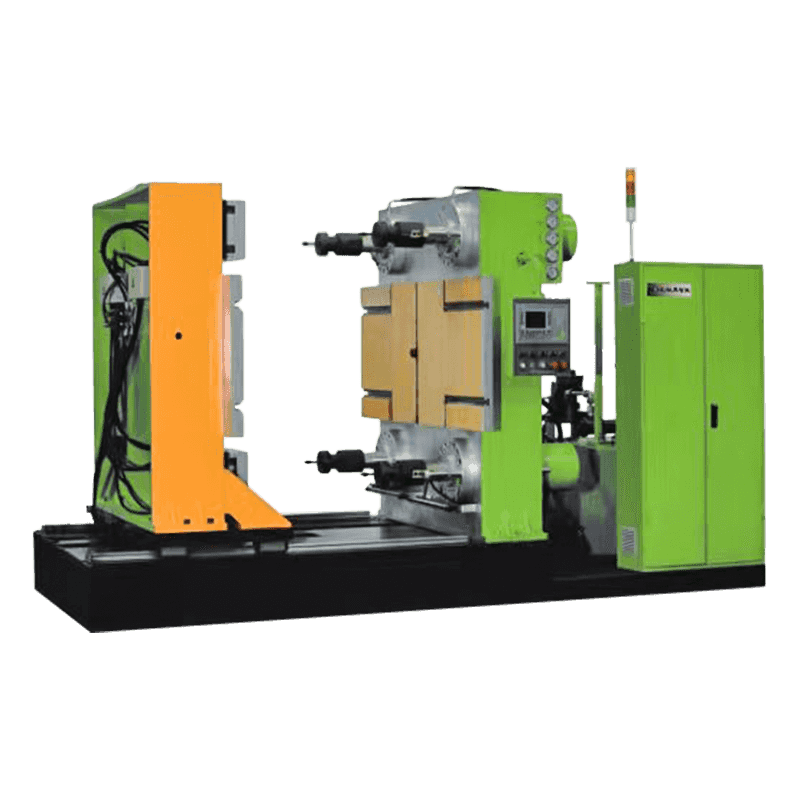
Vakuumski autoklav vulkanizator
Koristi se za velike gumene dijelove nepravilnog oblika - crijeva, ekspanzijske spojeve, cijevi obložene gumom i kompozitne sklopove - koji se ne mogu smjestiti u konvencionalni kalup za prešu. Dio se stavlja u vakuumsku vrećicu ili zapečaćenu komoru, evakuira, a zatim podvrgava povišenoj temperaturi i tlaku (para ili vrući zrak) unutar posude autoklava. Uobičajeno u svemirskom gumenom lijepljenju i velikim industrijskim gumenim oblogama. Vremena ciklusa su duža, ali proces prilagođava geometrije dijelova koje nijedna druga metoda ne može obraditi.
Preša za vulkanizaciju s vakuumskom pločom (tip pokretne trake)
Posebno dizajniran za vulkaniziranje gumenih pokretnih traka, ploča za podove i širokih ravnih proizvoda. Više grijanih ploča pritišće traku ili lim koji se kontinuirano uvlači dok se vakuum primjenjuje na zonu prešanja. Uobičajeno u proizvodnji pokretnih traka i proizvodnji gumenih podova, gdje širina može premašiti 2000 mm i potreban je kontinuirani protok.
Komponente temeljnog sustava
Stroj za vakuumsku vulkanizaciju gume integrira nekoliko podsustava koji moraju koordinirano raditi kako bi se postigla dosljedna kvaliteta otvrdnjavanja.
| Podsustav | Funkcija | Ključna specifikacija |
|---|---|---|
| Sustav vakuumske pumpe | Prazni šupljinu kalupa do ciljanog pritiska | Cilj: ≤–0,095 MPa; pumpa s rotirajućim lopaticama ili tekućim prstenom |
| Grijaće ploče/komora | Osigurajte i održavajte ravnomjernu temperaturu otvrdnjavanja | ±1–2°C ujednačenost; grijane na struju ili paru |
| Hidraulički sustav stezanja | Primjenjuje i održava pritisak zatvaranja kalupa | Tonaža usklađena s površinom dijela i viskoznošću spoja |
| Sustav vakuumskog brtvljenja | Održava integritet vakuuma tijekom ciklusa stvrdnjavanja | O-prsten ili labirintske brtve na liniji razdvajanja kalupa |
| PLC sustav upravljanja | Redoslijed događaja vakuuma, temperature i tlaka | Programabilni profili stvrdnjavanja; mogućnost bilježenja podataka |
| Regulator temperature kalupa | Brzo zagrijavanje i precizna regulacija temperature | PID-upravljano; vrijeme odziva <30 sekundi |
Industrijske primjene
Vakuumski strojevi za vulkanizaciju gume koriste se svugdje gdje konvencionalna vulkanizacija proizvodi neprihvatljive stope grešaka ili gdje svojstva materijala moraju zadovoljiti rigorozne standarde performansi.
Automobilski sustavi brtvljenja
Brtve motornog prostora, brtve za vrata i prozore, O-prstenovi sustava za gorivo i dijafragme kočionog sustava su među najobimnijim aplikacijama. Jedno putničko vozilo sadrži preko 400 pojedinačnih gumenih brtvenih komponenti , od kojih mnogi moraju zadovoljiti standarde bez propuštanja tijekom radnog vijeka od 150.000 km. Vakuumsko oblikovanje osigurava cjelovitost poprečnog presjeka bez šupljina što to omogućuje.

Medicinska i farmaceutska oprema
Komponente od silikonske gume za medicinske uređaje - cijevi, čepovi, dijafragme, elementi peristaltičke pumpe i dijelovi za implantaciju - zahtijevaju apsolutnu slobodu od poroznosti i kontaminacije. Vakuumska vulkanizacija je prihvaćeni standardni postupak za medicinsko silikonsko oblikovanje, a regulatorni zahtjevi za medicinske uređaje klase II i III obično se odnose na vakuumsku obradu kao dio validiranog proizvodnog protokola.
Zrakoplovstvo i obrana
Brtve za vrata zrakoplova, brtve za povećanje tlaka u kabini, elastomeri za sustav goriva i nosači za izolaciju vibracija moraju ispunjavati zahtjeve AS9100 i MIL-spec koji se izričito odnose na poroznost i toleranciju dimenzija. Vulkanizacija u vakuumskom autoklavu standardna je metoda za sklopove spojene gumom za zrakoplove i elastomerne komponente velikog formata.
Elektronika i poluvodiči
Silikonske tipkovnice, vodljivi elastomerni kontakti, EMI zaštitne brtve i optičke silikonske leće za LED aplikacije imaju koristi od vakuumiranja. Poroznost u ovim komponentama uzrokuje varijaciju električnog otpora, optičko raspršenje i preuranjeni mehanički kvar — nedostatke koje vakuumska vulkanizacija eliminira na razini procesa umjesto da se oslanja na naknadnu inspekciju i sortiranje.
Industrijska crijeva i transportni sustavi
Visokotlačna hidraulička crijeva, vodovi za prijenos kemikalija i pokretne trake koje rade u abrazivnim ili kemijski agresivnim okruženjima zahtijevaju gustu gumenu konstrukciju bez šupljina kako bi se postigao nazivni tlak pucanja i vijek trajanja. Vulkanizacija vakuumskim autoklavom ili vakuumskom prešom na ploči osigurava kvalitetu konsolidacije koju zahtijevaju ove primjene.
Parametri procesa i dizajn ciklusa stvrdnjavanja
Ciklus stvrdnjavanja za vakuumsku vulkanizaciju uključuje precizno slijed niza događaja. Odstupanja od optimiziranog slijeda - osobito vremena vakuuma u odnosu na temperaturnu rampu - izravno utječu na kvalitetu dijelova.
- Punjenje kalupa i početno zatvaranje — Smjesa se puni i kalup se zatvara u "napuknut" položaj (djelomično zatvoren) kako bi se omogućilo vakuumsko izvlačenje bez pune kompresije.
- Primjena vakuuma — Vakuumska pumpa prazni šupljinu kalupa do ciljanog tlaka (obično ≤–0,09 MPa). Ova faza obično traje 30 do 120 sekundi, ovisno o volumenu šupljine i sadržaju spojenog plina. Vakuum se mora postići prije nego što počne značajan prijenos topline na spoj — prerano zagrijavanje inicira umrežavanje prije dovršetka otplinjavanja.
- Potpuno zatvaranje kalupa pod vakuumom — Nakon što se potvrdi ciljni vakuum, primjenjuje se puni hidraulički tlak stezanja. Spoj teče u ispražnjenu šupljinu pod kombiniranim vakuumom i mehaničkim pritiskom.
- Izotermno stvrdnjavanje — Temperatura kalupa održava se na navedenoj temperaturi otvrdnjavanja (obično 150–180°C za NR/SBR spojeve; 170–200°C za silikon) tijekom izračunatog vremena otvrdnjavanja t90 — vremena za postizanje 90% maksimalne gustoće poprečnog povezivanja kako je određeno analizom reometra.
- Otpuštanje tlaka i vađenje iz kalupa — Nakon završetka stvrdnjavanja, pritisak stezanja se otpušta, vakuum se ispušta, a kalup se otvara za uklanjanje dijela. Sekundarna vulkanizacija nakon stvrdnjavanja u pećnici može se odrediti za određene silikonske i fluoroelastomerne spojeve kako bi se dovršilo umrežavanje i uklonili nusproizvodi stvrdnjavanja.
Kriteriji za odabir opreme
Odabir pravog stroj za vakuumsku vulkanizaciju za određenu primjenu zahtijeva procjenu nekoliko međusobno ovisnih čimbenika. Pretjerano pojednostavljivanje ove odluke dovodi ili do premalo specificirane opreme koja ne može postići potrebnu kvalitetu ili previše projektiranih strojeva čije se mogućnosti nikada ne iskoriste.
- Veličina i geometrija dijela — Ravni ili jednostavni profili odgovaraju konfiguracijama kompresijske preše; složeni trodimenzionalni dijelovi zahtijevaju mogućnost injekcijskog prešanja; veliki ili nepravilni oblici zahtijevaju obradu u autoklavu.
- Vrsta gumene smjese — Silikon, EPDM, NBR, fluoroelastomer i prirodna guma imaju različite zahtjeve za temperaturu otvrdnjavanja, tlakove i osjetljivost na vakuum koji utječu na specifikaciju stroja.
- Obim proizvodnje — Velika količina proizvodnje opravdava ulaganje u preše za ubrizgavanje s više šupljina s automatiziranim vađenjem iz kalupa; rad na malom volumenu ili prototip bolje je opslužen manjim, fleksibilnim jedinicama za kompresiju.
- Dubina vakuuma i vrijeme zadržavanja — Primjene s visoko viskoznim spojevima ili formulacijama s visokim sadržajem plina zahtijevaju dublji vakuum (bliže –0,098 MPa) i duže vrijeme zadržavanja evakuacije prije početka stvrdnjavanja.
- Specifikacija ujednačenosti temperature — Medicinski i zrakoplovni dijelovi visoke tolerancije zahtijevaju ujednačenost temperature ploče od ±1°C ili bolju; opće industrijske primjene mogu prihvatiti ±3–5°C.
- Zahtjevi za automatizaciju i bilježenje podataka — Regulirane industrije (medicinska, zrakoplovna i svemirska, u kontaktu s hranom) zahtijevaju potpuno bilježenje parametara procesa, sljedivost po šarži i PLC-kontrolirane profile otvrdnjavanja koji se ne mogu ručno nadjačati tijekom proizvodnje.
Sveobuhvatna revizija procesa — pregled formulacije spoja, dizajna dijelova, zahtjeva kvalitete i obujma proizvodnje — koja se provodi prije nabave opreme izbjegava skupe greške u specifikacijama i osigurava da odabrani stroj isporučuje potrebne rezultate od puštanja u rad nadalje.