Što je vakuumski stroj za vulkanizaciju gume?
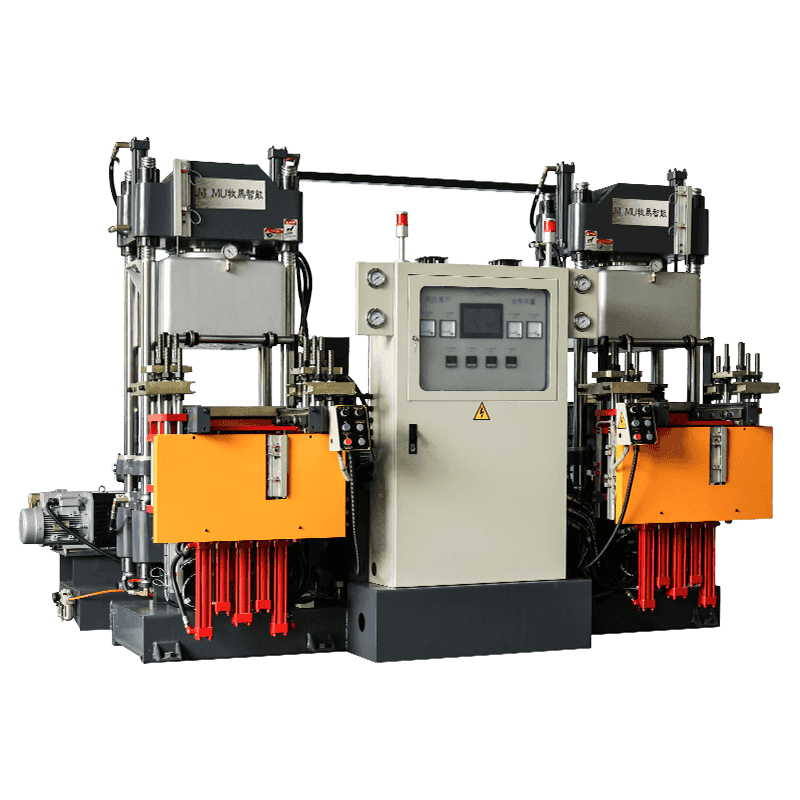
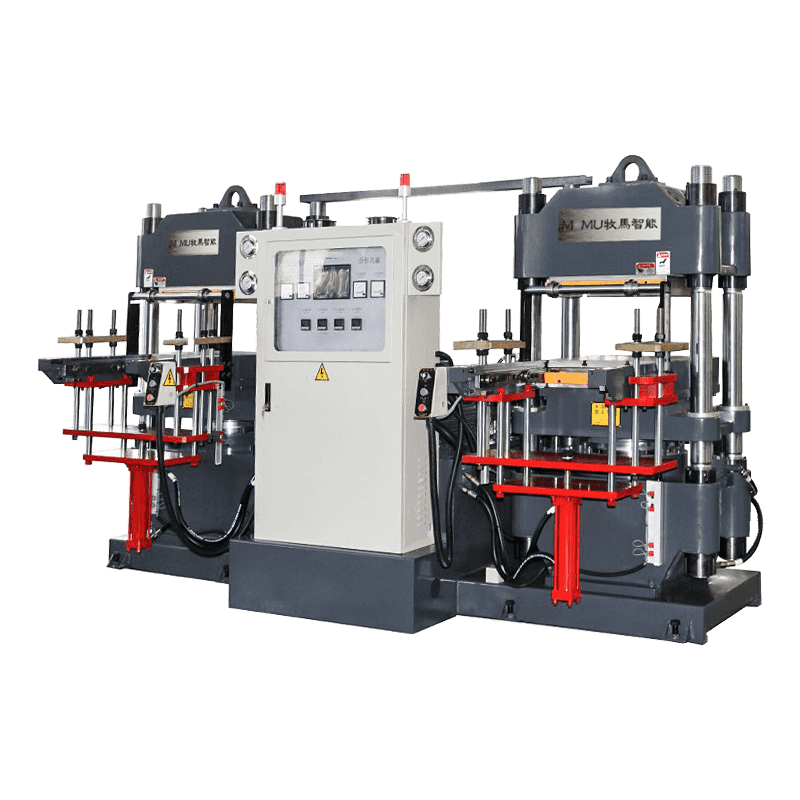
A vakuumski stroj za vulkanizaciju gume je specijalizirana industrijska preša koja stvrdnjava sirove ili nestvrdnute gumene smjese pod kombinacijom kontroliranih uvjeta topline, tlaka i vakuuma. Pojam "vulkaniziranje" odnosi se na proces kemijskog umrežavanja koji pretvara meku, savitljivu gumu u izdržljiv, elastičan i dimenzijski stabilan materijal. U standardnim prešama za vulkanizaciju, toplina i pritisak sami pokreću reakciju stvrdnjavanja. U strojevima za vakuumsku vulkanizaciju, dodavanje zapečaćenog vakuumskog okruženja uklanja zarobljeni zrak, vlagu i hlapljive plinove iz gumene mase prije i tijekom stvrdnjavanja — što rezultira znatno gušćim, ujednačenijim konačnim proizvodom bez grešaka.
Funkcija vakuuma nije samo dodatna značajka; iz temelja mijenja rezultate kvalitete koji se mogu postići u proizvodnji gume. Zračni džepovi i uključci vlage među najčešćim su izvorima poroznosti, stvaranja mjehurića i slabosti strukture u dijelovima od vulkanizirane gume. Pražnjenjem šupljine kalupa do razine vakuuma obično između -0,08 MPa i -0,1 MPa prije primjene punog tlaka kalupljenja, stroj eliminira te nedostatke na njihovom izvoru. Rezultat su gumeni proizvodi s vrhunskom završnom obradom površine, dosljednom unutarnjom gustoćom i poboljšanim mehaničkim performansama — karakteristike koje su ključne u preciznim industrijama, uključujući brtvljenje automobila, medicinske uređaje, zrakoplovne komponente i potplate obuće visokih performansi.
Proces vulkanizacije: Što se događa unutar stroja
Razumijevanje slijeda operacija unutar vakuumskog stroja za vulkanizaciju gume pojašnjava zašto integracija vakuuma tako značajno poboljšava kvalitetu izlaza. Proces se odvija u nekoliko različitih faza koje stroj automatski kontrolira putem programabilnog logičkog kontrolera (PLC) ili sučelja sa zaslonom osjetljivim na dodir.
Ciklus počinje pripremom kalupa i utovarom. Operater stavlja nestvrdnutu gumenu smjesu — u obliku prethodno izvaganih praznina, listova ili predformi — u zagrijanu šupljinu kalupa. Kalup se djelomično zatvara, a aktivira se vakuum pumpa, izvlačeći zrak i zaostalu vlagu iz šupljine kalupa kroz integrirane vakuumske kanale. Nakon što se postigne ciljna razina vakuuma i održi određeno vrijeme zadržavanja, obično 15 do 60 sekundi, preša se potpuno zatvara kako bi se izvršio pritisak kalupljenja. Kombinacija topline koja se provodi kroz zagrijane ploče, primijenjenog tlaka i odsutnosti zarobljenih plinova tada ravnomjerno pokreće reakciju umrežavanja u cijeloj gumenoj masi. Nakon što istekne programirano vrijeme stvrdnjavanja — koje varira od jedne do trideset minuta ovisno o vrsti gumene smjese i debljini dijela — preša se otvara, oslobađa se vakuum i stvrdnuti dio se vadi iz kalupa.
Jednako je važna i preciznost kontrole temperature. Moderni vakuumski strojevi za vulkanizaciju održavaju temperaturu ploče unutar ±1°C do ±2°C preko cijele površine kalupa pomoću električnih otpornih grijaćih elemenata ili ploča grijanih parom, u kombinaciji s ugrađenim temperaturnim senzorima i PID regulatorima zatvorene petlje. Ova ujednačenost osigurava dosljedno stvrdnjavanje kroz cijeli proizvod, eliminirajući rizik od nedovoljno stvrdnutih središta ili previše stvrdnutih površina do kojih može doći kada postoje temperaturni gradijenti u kalupu.

Osnovne komponente i njihove funkcije
Učinkovitost vakuumskog stroja za vulkanizaciju gume ovisi o kvaliteti i integraciji njegovih ključnih strukturnih i funkcionalnih komponenti. Svaki element ima definiranu ulogu u postizanju dosljedne vulkanizacije bez grešaka.
Grijane ploče
Ploče su ravne, krute ploče između kojih je sabijen kalup. U strojevima za vakuumsku vulkanizaciju ploče se izrađuju od visokokvalitetnog čelika s ugrađenim grijaćim elementima ili unutarnjim kanalima za cirkulaciju pare. Tolerancija ravnosti je kritična — ploča s neravnim dodirom površine proizvest će nejednoliku raspodjelu tlaka po kalupu, što dovodi do varijacija debljine i nepotpunog stvrdnjavanja u zonama niskog tlaka. Vrhunski strojevi određuju ravnost ploče unutar 0,05 mm preko radne površine i koriste senzore temperature u više točaka za otkrivanje i kompenziranje bilo kakve toplinske neujednačenosti.
Vakuumski sustav
Vakuumski sustav sastoji se od vakuumske pumpe — obično rotirajuće lopatice ili suhog vijka — spojene na šupljinu kalupa kroz zatvoreni krug uključujući vakuumske vodove, vakuumski međuspremnik, solenoidne ventile i mjerače vakuuma. Međuspremnik sprema prethodno ispražnjeni volumen tako da se šupljina kalupa može brzo dovesti do ciljane razine vakuuma bez preopterećenja pumpe. Vakuumsko brtvljenje sučelja kalupa postiže se perifernim brtvama ili O-prstenastim kanalima strojno izrađenim u liniji razdvajanja kalupa. Integritet ovog sustava za brtvljenje je temeljan - svako curenje smanjuje dostižnu razinu vakuuma i ugrožava učinkovitost uklanjanja zraka.
Hidraulički ili mehanički sustav stezanja
Sila stezanja koja drži kalup zatvorenim tijekom vulkanizacije stvara se ili sustavom hidrauličkog cilindra ili, u manjim strojevima, mehaničkim preklopnim mehanizmima. Hidraulički sustavi nude precizniju i programabilniju kontrolu tlaka i standardni su u strojevima za vakuumsku vulkanizaciju proizvodne razine. Sile stezanja kreću se od samo 50 kN u laboratorijskim ili strojevima za male dijelove do preko 10 000 kN u velikim industrijskim prešama za automobile ili industrijske proizvode od gume. Precizna kontrola tlaka je neophodna jer i podtlak i nadtlak proizvode neispravne dijelove - bljesak, netočnost dimenzija ili pucanje izazvano naprezanjem.
PLC sustav upravljanja
Moderni vakuumski strojevi za vulkanizaciju opremljeni su programabilnim logičkim kontrolerima i sučeljima čovjek-stroj (HMI) sa zaslonom osjetljivim na dodir koji operaterima omogućuju pohranjivanje, pozivanje i praćenje programa stvrdnjavanja za različite gumene smjese i konfiguracije kalupa. Tipični program pohranjuje ciljnu temperaturu, vrijeme stvrdnjavanja, razinu vakuuma, vrijeme zadržavanja vakuuma i pritisak stezanja kao jedan recept. PLC prati povratne informacije senzora u stvarnom vremenu i generira alarme za odstupanja, osiguravajući sljedivost procesa i dosljednu kvalitetu od serije do serije.
Vrste strojeva za vakuumsku vulkanizaciju gume
Vakuumski strojevi za vulkanizaciju gume dostupni su u nekoliko konfiguracija, od kojih svaka odgovara različitim količinama proizvodnje, geometrijama proizvoda i vrstama gume. Odabir pravog tipa stroja jednako je važan kao i određivanje pravih parametara procesa.
| Vrsta stroja | Konfiguracija | Najprikladnije za |
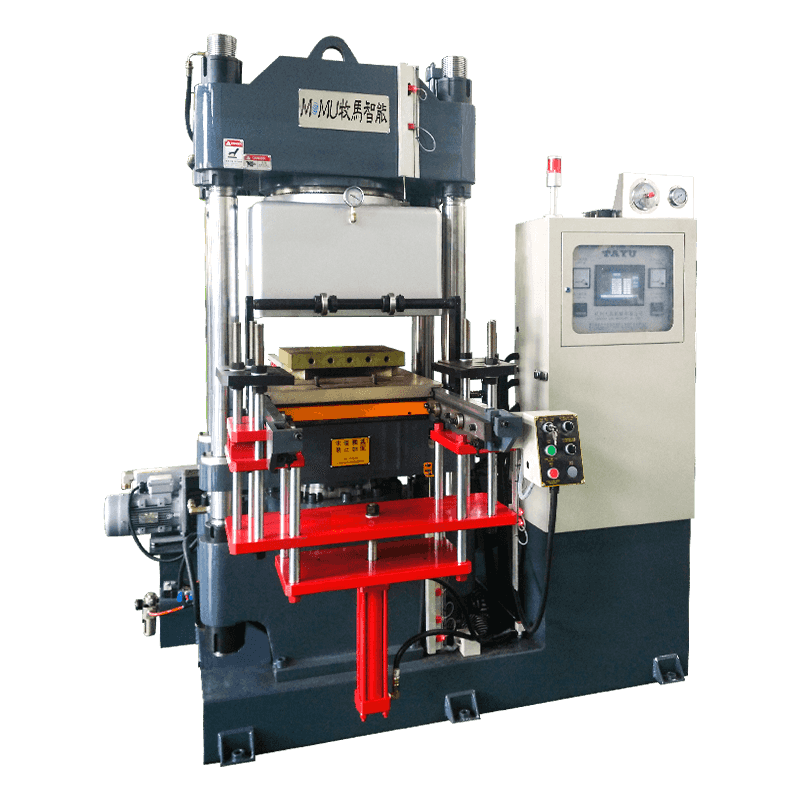
| Single-Daylight Flat Press | Jedan otvor kalupa između dvije ploče | Mali do srednji plosnati gumeni dijelovi, brtve, brtve |
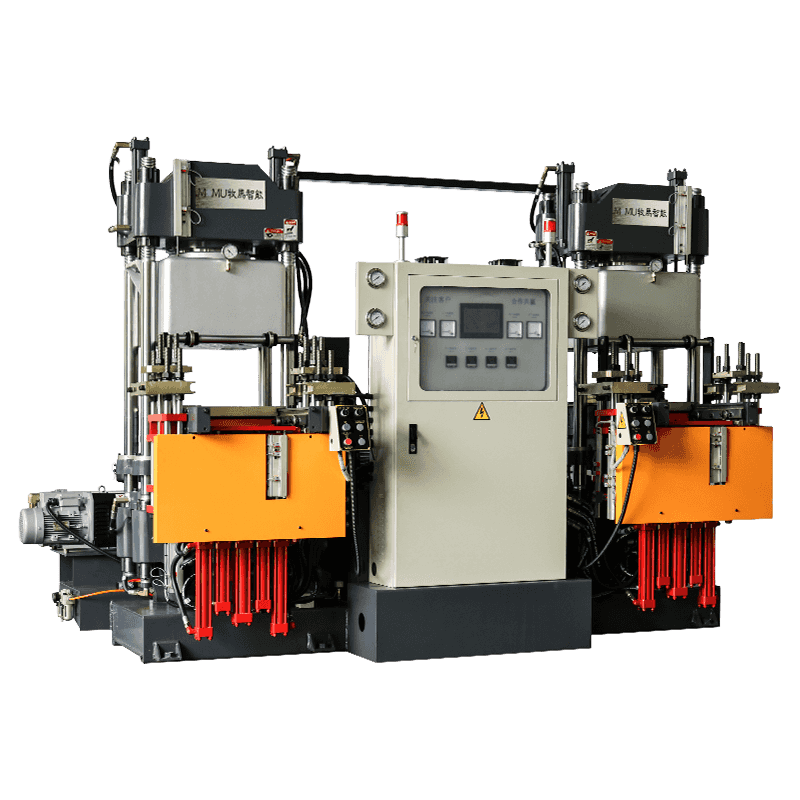
| Multi-Daylight Press | Više naslaganih otvora kalupa na jednoj preši | Velika proizvodnja ravnih ili tankih gumenih listova |
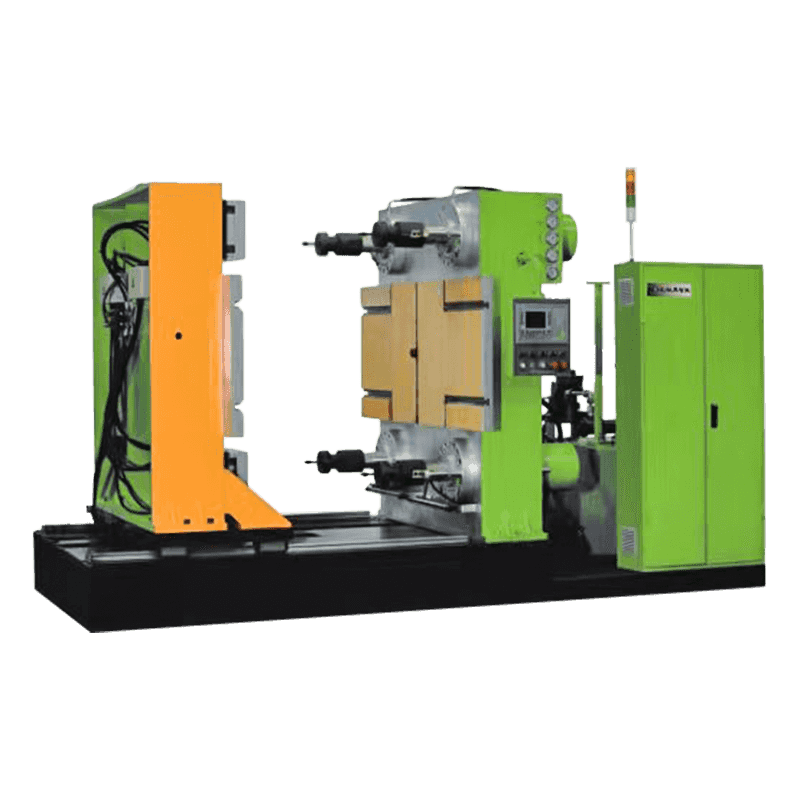
| Rotacijska ili karusel preša | Rotirajuća platforma s više stanica s fiksnim izvorom topline | Potplati obuće, kontinuirana proizvodna okruženja |
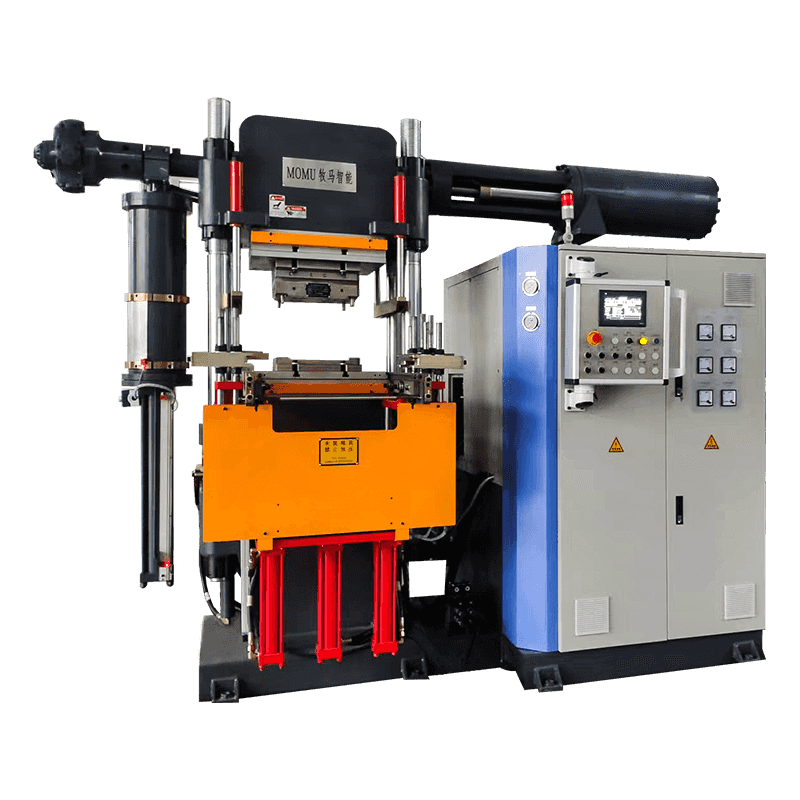
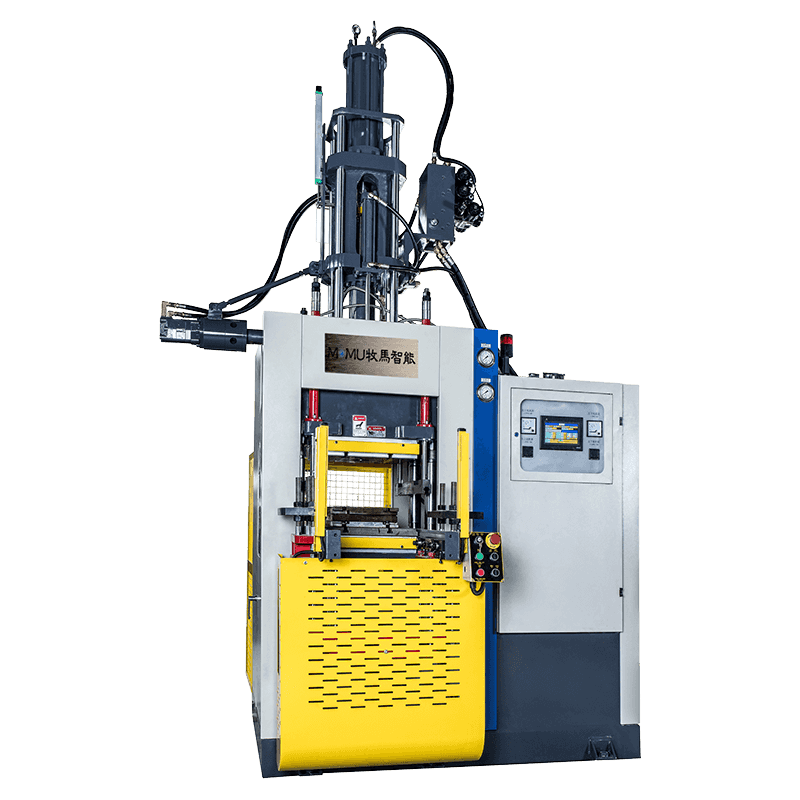
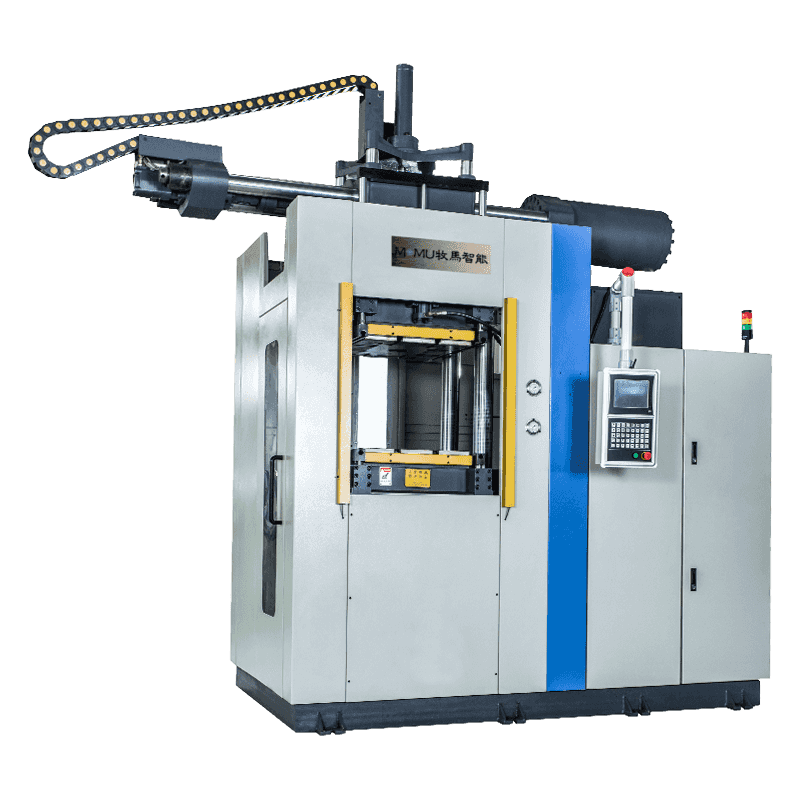
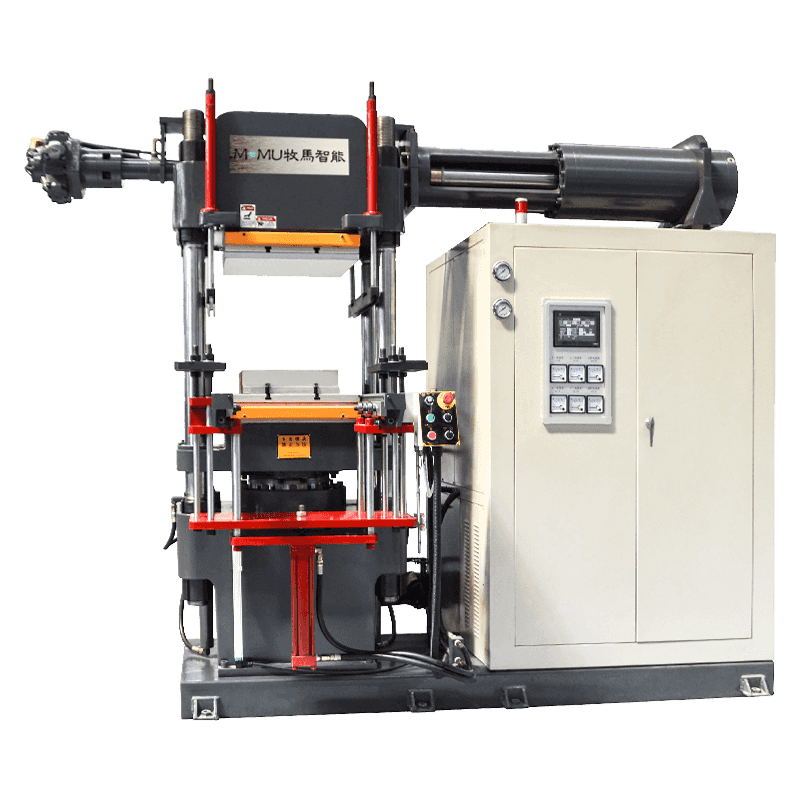
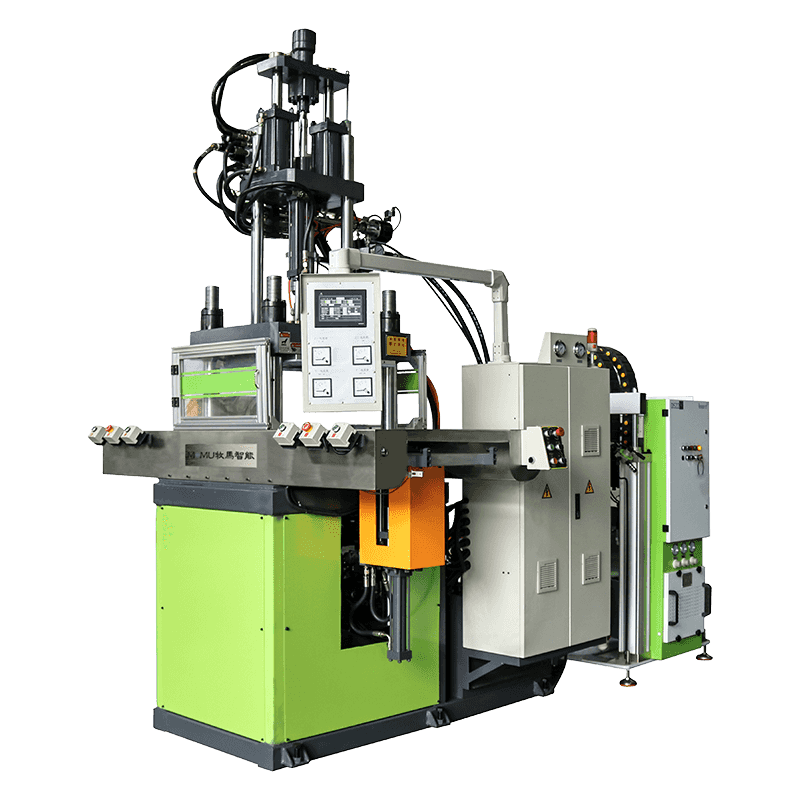
| Preša za okomito ubrizgavanje | Guma ubrizgana pod pritiskom u zapečaćeni kalup | Složeni 3D dijelovi, prelivene komponente, tehnička guma |
| Membranska vakuumska preša | Fleksibilna silikonska membrana stvara vakuum i pritisak | Kompoziti vezani gumom, zakrivljene ili nepravilne podloge |
| Laboratorij / Bench-Top Press | Kompaktna jedinica za dnevno svjetlo s mogućnošću vakuuma | Istraživanje i razvoj, testiranje spojeva, male serije prototipa |
Prednosti vakuumske vulkanizacije u odnosu na standardno prešanje
Ulaganje u vakuumsku sposobnost u odnosu na konvencionalnu gumenu prešu opravdano je mjerljivim poboljšanjima u nekoliko metrika kvalitete i proizvodnje. Ove prednosti postaju osobito značajne pri proizvodnji preciznih dijelova s uskim dimenzijskim tolerancijama, složenim geometrijama ili mehaničkim svojstvima kritičnim za rad.
- Uklanjanje poroznosti i šupljina: Uklanjanje zraka prije stvrdnjavanja sprječava stvaranje unutarnjih mjehurića i površinskih udubljenja koji smanjuju vlačnu čvrstoću, istezanje i brtvljenje gumenih dijelova. Ovo je osobito važno za O-prstenove, dijafragme i proizvode od medicinske gume kod kojih se o unutarnjem integritetu ne može raspravljati.
- Poboljšana završna obrada površine: Vakuumski uvjeti omogućuju gumenoj smjesi da potpunije teče u fine detalje kalupa, stvarajući oštrije rubove, čistiji tekst ili utiskivanje logotipa i glađu ukupnu površinu bez mrlja od zarobljenog zraka.
- Dosljednija mehanička svojstva: Ujednačena gustoća u cijelom stvrdnutom dijelu znači dosljednu tvrdoću, vlačnu čvrstoću i postavljene vrijednosti kompresije u cijeloj šarži — kritično za dijelove koji se koriste u brtvljenju, izolaciji vibracija ili primjenama nosivosti.
- Smanjene stope škarta i prerade: Nedostaci uočeni pregledom zahtijevaju ili preradu ili odbacivanje cijelog dijela. Vakuumska vulkanizacija značajno smanjuje učestalost mjehurića, poroznosti i nedostataka kratkog udarca, smanjujući stope otpada i s njima povezane troškove materijala i rada.
- Kompatibilnost sa spojevima osjetljivim na vlagu: Neke specijalne gumene formulacije, osobito silikonske gume i određeni EPDM spojevi, posebno su skloni stvaranju mjehurića na površini uzrokovanim zaostalom vlagom. Vakuumska obrada pouzdano eliminira ovaj način kvara bez potrebe za dodatnim koracima sušenja.
- Bolje spajanje u sklopovima guma-metal i guma-tkanina: Kada se guma vulkanizira izravno na metalne umetke ili podloge od tkanine, zarobljeni zrak na sučelju sprječava potpuno prianjanje. Vakuumiranje prije prešanja osigurava intimni kontakt između gume i podloge, stvarajući jače i pouzdanije veze.
Industrije i proizvodi koji se oslanjaju na vakuumsku vulkanizaciju
Vakuumski strojevi za vulkanizaciju gume služe širokom rasponu industrija u kojima kvaliteta gumenih proizvoda izravno utječe na sigurnost, pouzdanost ili usklađenost s propisima. Sljedeći sektori predstavljaju najznačajnija područja primjene.
Brtve i brtve za automobile
Automobilske gumene komponente uključujući brtve vrata, brtve prozorskih kanala, brtve motora i dijafragme kočionog sustava proizvode se vakuumskom vulkanizacijom kako bi se osigurala dosljednost dimenzija i odsutnost unutarnjih šupljina koje bi mogle dovesti do curenja ili preranog kvara. Filozofija kvalitete bez grešaka u automobilskoj industriji čini vakuumsku obradu efektivno obveznom za sigurnosno kritične komponente za brtvljenje koje se isporučuju glavnim proizvođačima originalne opreme.
Medicinske i farmaceutske primjene
Silikonske i gumene komponente medicinske kvalitete - uključujući klipove štrcaljki, membrane ventila, respiratorne maske i cijevi - moraju zadovoljiti stroge standarde čistoće i strukturalnog integriteta. Vakuumska vulkanizacija eliminira rizike kontaminacije povezane sa zarobljenim zrakom, a istovremeno osigurava glatkoću površine i točnost dimenzija potrebnu za biokompatibilne proizvode. Mnogi standardi za medicinske uređaje implicitno zahtijevaju vakuumsku obradu kao dio dobre proizvodne prakse za lijevane gumene dijelove.
Proizvodnja potplata za obuću
U industriji obuće, vakuumske preše za vulkanizaciju koriste se za proizvodnju gumenih potplata s oštrom definicijom profila, postojanom gustoćom i jakim prianjanjem na gornji materijal. Vakuumska funkcija posebno je vrijedna pri oblikovanju potplata debelog profila gdje je zarobljavanje zraka u dubokim šupljinama gaznoga sloja uporan izazov kod konvencionalnog prešanja. Vakuumske vulkanizacijske preše tipa vrtuljak naširoko se koriste u velikim tvornicama obuće diljem Azije za ovu primjenu.
Zračni i obrambeni pečati
Gumene brtve i O-prstenovi koji se koriste u zrakoplovnim hidrauličkim sustavima, sustavima goriva i ekološkim kontrolama moraju zadovoljiti ekstremno stroge tolerancije na tvrdoću, kompresiju i unutarnju ujednačenost. Vakuumska vulkanizacija je standardna praksa za ove komponente jer su posljedice kvara brtve tijekom rada ozbiljne. Specifikacije gume za zrakoplovstvo često izričito nalažu vakuumsko oblikovanje kao dio odobrenog proizvodnog procesa.
Ključni čimbenici koje treba procijeniti pri odabiru stroja
Odabir pravog stroja za vakuumsku vulkanizaciju gume za određenu proizvodnu primjenu zahtijeva sustavnu procjenu zahtjeva procesa, obujma proizvodnje i dugoročnih operativnih razmatranja. Davanje prioriteta najnižoj nabavnoj cijeni bez procjene ukupnog troška vlasništva često dovodi do ponavljajućih problema s kvalitetom i viših troškova životnog ciklusa.
- Veličina ploče i otvor za dnevno svjetlo: Dimenzije radne ploče moraju se prilagoditi najvećem kalupu koji namjeravate pokrenuti, s odgovarajućom marginom. Otvor za dnevno svjetlo — maksimalni razmak između otvorenih ploča — mora biti dovoljan za visinu kalupa plus razmak za uklanjanje dijela.
- Maksimalna sila stezanja: Izračunajte potrebnu silu stezanja množenjem projektirane površine vaše šupljine kalupa s potrebnim tlakom kalupljenja (obično 5 do 20 MPa, ovisno o gumenoj smjesi i geometriji dijela). Nazivna tonaža stroja mora udobno premašiti ovu brojku.
- Ostvariva razina vakuuma i kapacitet pumpe: Potvrdite da stroj može doseći -0,095 MPa ili bolji i da je kapacitet vakuumske pumpe usklađen s volumenom šupljine kalupa tako da se ciljna razina vakuuma postigne unutar prihvatljivog vremena zadržavanja.
- Raspon temperature i specifikacija ujednačenosti: Provjerite da maksimalna radna temperatura pokriva temperaturu otvrdnjavanja vaše gumene smjese i zatražite dokumentirane podatke o ujednačenosti temperature ploče — idealno ±2°C ili bolje po cijeloj površini ploče.
- Kontrolni sustav i bilježenje podataka: Za kvalitetno kritičnu proizvodnju, dajte prioritet strojevima s punim procesnim zapisom podataka, upravljanjem receptima i snimanjem povijesti alarma. Ove mogućnosti podržavaju ISO zahtjeve i zahtjeve sustava kvalitete specifične za industriju i pojednostavljuju analizu temeljnih uzroka kada se pojave nedostaci.
- Postprodajna podrška i dostupnost rezervnih dijelova: Vakuumski sustavi, hidrauličke komponente i grijaći elementi zahtijevaju periodično održavanje i eventualnu zamjenu. Potvrdite da proizvođač ili njihov lokalni agent može odmah isporučiti kritične rezervne dijelove i pregledajte uvjete jamstva i dostupnost servisnih inženjera na licu mjesta prije nego što se povežete s dobavljačem.
Prakse održavanja koje štite performanse stroja
Stroj za vakumsko vulkaniziranje gume koji se dobro održava pruža postojanu kvalitetu i produljeni vijek trajanja. Zanemarivanje rutinskog održavanja posebno vakuumskih i hidrauličkih sustava dovodi do postupnog pada performansi koje se često pogrešno dijagnosticira kao problem procesa ili materijala, a ne problem stroja.
- Provjerite i zamijenite ulje vakuumske pumpe u intervalima koje je odredio proizvođač — obično svakih 500 do 1000 radnih sati — jer onečišćenje uljem značajno smanjuje učinkovitost pumpe i dostižnu razinu vakuuma.
- Provjerite brtve za kalupe i O-prstenove prije svakog proizvodnog ciklusa i odmah ih zamijenite kada se otkrije istrošenost, kompresija ili oštećenje, jer čak i manje curenje brtve sprječava postizanje ciljane razine vakuuma.
- Povremeno provjerite ujednačenost temperature ploče pomoću kalibriranog mjerenja termoelementom u više točaka i ponovno kalibrirajte PID regulatore temperature ako odstupanja premašuju specifikaciju.
- Pratite stanje hidrauličkog ulja i status filtra, mijenjajte filtre i tekućinu u skladu s rasporedom održavanja kako biste spriječili trošenje ventila i curenje iz cilindra koje može uzrokovati nedosljednost sile stezanja.
- Održavajte površine ploče čistima i bez naslaga gume, jer nakupljeni ostaci stvaraju neravnomjeran kontakt s kalupima i uzrokuju lokalne varijacije tlaka i temperature koje smanjuju kvalitetu dijelova.