Što LSR injekcijsko prešanje čini bitno drugačijim
Injekcijsko prešanje tekuće silikonske gume (LSR) je precizan proizvodni proces koji se razlikuje od konvencionalnog termoplastičnog injekcijskog prešanja u gotovo svakom kritičnom parametru. Gdje termoplastično prešanje ubrizgava zagrijani materijal u ohlađeni kalup kako bi se skrutio, LSR prešanje čini suprotno: hladna, dvokomponentna tekuća silikonska smjesa ubrizgava se u zagrijani kalup gdje prolazi reakciju umrežavanja dodatnim stvrdnjavanjem i trajno se vulkanizira u fleksibilan, izdržljiv elastomerni dio. Ova toplinska inverzija—hladno ubrizgavanje u vrući kalup—definira cjelokupnu arhitekturu stroja, filozofiju dizajna kalupa i strategiju upravljanja procesom potrebnu za uspješnu LSR proizvodnju. Razumijevanje ovog temeljnog preokreta početna je točka za svakoga tko specificira, radi ili dizajnira oko LSR stroja za injekcijsko prešanje.
LSR spojevi se isporučuju kao dvodijelni sustavi: Dio A sadrži osnovni polimer s platinastim katalizatorom, a Dio B sadrži paket umreživača i inhibitora. Ove dvije komponente pohranjuju se odvojeno kako bi se spriječilo prerano stvrdnjavanje, odmjeravaju se u omjeru 1:1 pomoću sustava za doziranje stroja, miješaju u statičkoj miješalici neposredno prije ubrizgavanja i isporučuju u kalup u toplinski uvjetovanom, visoko kontroliranom protoku. Cjelokupni sustav rukovanja materijalom i ubrizgavanja mora se održavati na temperaturama između 5°C i 25°C kako bi se spriječilo prerano geliranje, dok kalup istovremeno radi na 150°C do 220°C kako bi se postiglo brzo potpuno stvrdnjavanje. Upravljanje ovim toplinskim kontrastom u cijelom stroju i kalupu središnji je inženjerski izazov LSR injekcijskog prešanja.
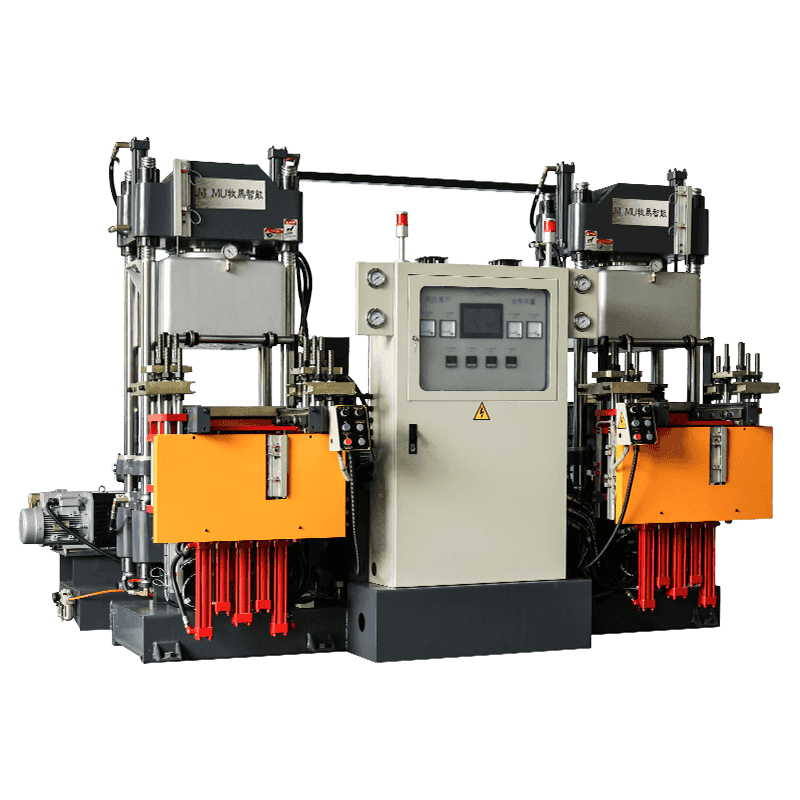
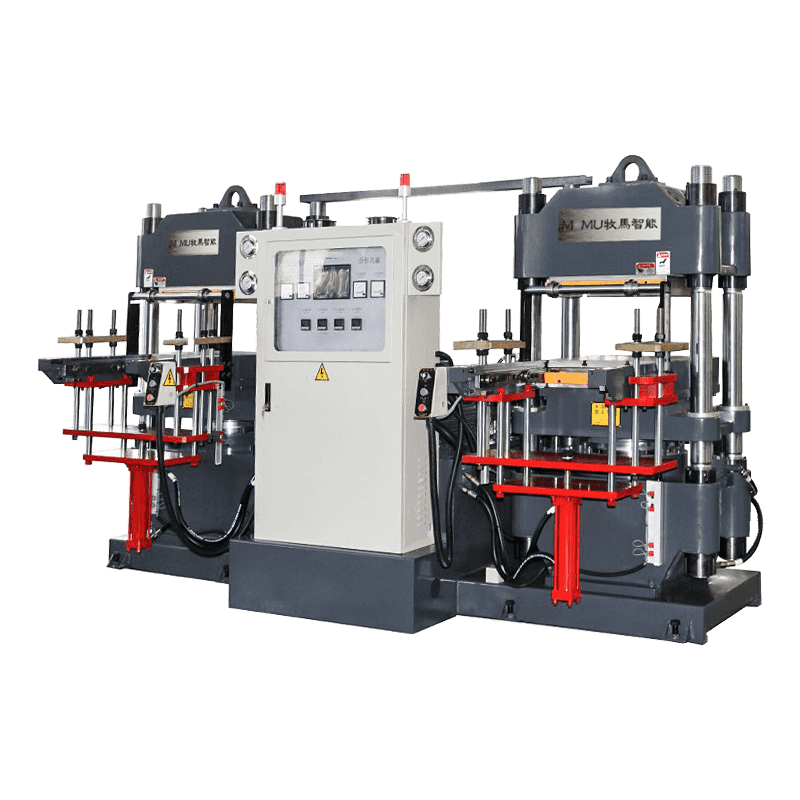
Osnovne komponente LSR stroja za injekcijsko prešanje
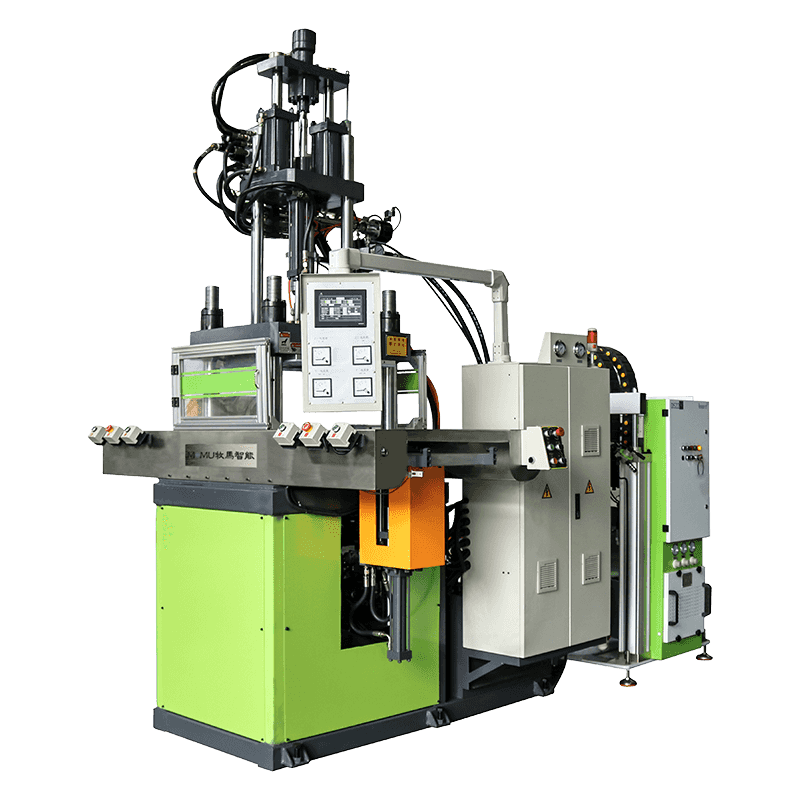
An LSR stroj za injekcijsko prešanje je integrirani sustav koji se sastoji od nekoliko podsustava koji moraju raditi u preciznoj koordinaciji kako bi isporučili dosljednu kvalitetu dijelova. Za razliku od standardnog stroja za brizganje termoplasta gdje cijev i vijak obavljaju plastificiranje i ubrizgavanje, jedinica za ubrizgavanje LSR stroja je namjenski izrađena za rukovanje nisko viskoznom, toplinski osjetljivom dvokomponentnom tekućinom. Svaki podsustav igra specifičnu i nezamjenjivu ulogu u procesu.
Dvokomponentni sustav za mjerenje i doziranje
Sustav za doziranje izvlači dio A i dio B iz dovodnih bačvi ili kanti pomoću pratećih ploča koje održavaju stalni pritisak na površinu materijala i sprječavaju uvlačenje zraka. Precizne zupčaste pumpe ili klipne pumpe za doziranje isporučuju obje komponente istovremeno u precizno kontroliranom volumetrijskom omjeru 1:1, pri čemu se točnost omjera obično održava unutar ±1% kako bi se osigurala dosljedna gustoća umreženosti i konačna tvrdoća. Mnogi sustavi također uključuju liniju za doziranje pigmenta—treći mjerni tok koji uvodi masterbatch boje ili funkcionalne aditive u glavu za miješanje u programibilnim omjerima, omogućujući proizvodnju više boja ili doziranje aditiva bez ručne pripreme smjese. Senzori tlaka i mjerači protoka u cijelom krugu doziranja daju povratne informacije u stvarnom vremenu koje aktiviraju alarme i zaustavljanje stroja ako se otkrije pomicanje omjera ili anomalije protoka.

Statički sustav miješanja i hladnog protočnog sustava
Nakon mjerenja, dvije komponente prolaze kroz statički mikser za jednokratnu upotrebu—cijev koja sadrži niz spiralnih elemenata za miješanje koji progresivno dijele i rekombiniraju tokove materijala dok se ne postigne potpuno homogeno miješanje, obično unutar 20 do 40 elemenata za miješanje, ovisno o viskoznosti spoja i željenoj kvaliteti miješanja. Pomiješana smjesa zatim ulazi u sustav hladnog toka u kalupu, koji je toplinski izoliran razvodnik koji se održava na istoj hladnoj temperaturi kao i bačva za ubrizgavanje—obično ispod 20°C—koristeći krugove vodenog hlađenja koji rade neovisno o kontroli temperature vrućeg kalupa. Hladni kanal zadržava nestvrdnuti LSR između hitaca, sprječavajući rasipanje materijala i omogućavajući automatsko odvajanje budući da hladni kanal i vodilice ostaju tekući i uvlače se s otvaranjem kalupa, ne ostavljajući stvrdnuti otpad od klizača za rezanje ili recikliranje.
Cijev za ubrizgavanje i klipni vijak
Cijev za ubrizgavanje prima miješanu LSR smjesu iz razvodnika hladnog toka i koristi klipni vijak niske kompresije za nakupljanje količine materijala i ubrizgavanje u šupljine kalupa. Za razliku od termoplastičnih vijaka, koji su dizajnirani za stvaranje topline kroz smicanje, LSR vijci za ubrizgavanje imaju vrlo niske omjere kompresije (obično 1:1 do 1,2:1) i dizajnirani su za prijenos materijala uz minimalno zagrijavanje od smicanja kako bi se izbjeglo pokretanje preranog stvrdnjavanja u bačvi. Cijeli sklop cijevi ima vodeno hlađenje kako bi se temperatura materijala održala ispod praga aktivacije platinastog katalizatora. Točnost veličine sačme je kritična u LSR kalupljenju jer materijal ima vrlo nisku viskoznost i proletjet će čak i kroz male otvore ako volumen sačme premašuje volumen šupljine—tipični tlak ubrizgavanja za LSR kreće se od 100 do 250 bara, znatno niže od tlaka ubrizgavanja termoplasta.
Načela dizajna kalupa specifična za LSR obradu
Dizajn LSR kalupa slijedi principe koji su u mnogočemu suprotni dizajnu termoplastičnog kalupa. Budući da se LSR neznatno skuplja pri stvrdnjavanju (obično 2–4% linearnog skupljanja, ovisno o spoju i uvjetima stvrdnjavanja) i ima izuzetno nisku viskoznost u svom nestvrdnutom stanju, kalup mora biti dizajniran s strožim tolerancijama linija razdvajanja, agresivnijim strategijama ventilacije i toplinskom arhitekturom koja potiče brzo i ravnomjerno stvrdnjavanje u cijeloj šupljini. Izrada kalupa obično koristi očvrsnuti alatni čelik u stupnju P20 ili H13, s površinama šupljina poliranim na Ra 0,05 µm ili bolje kako bi se postigla potrebna završna obrada na medicinskim, optičkim ili potrošačkim LSR dijelovima.
Tolerancije linije razdvajanja i sprječavanje bljeskanja
Niska viskoznost LSR-a—obično 50.000 do 300.000 mPa·s na temperaturi ubrizgavanja—znači da će prodrijeti kroz pukotine veličine samo 0,004 mm pri tlaku ubrizgavanja, stvarajući bljesak koji je izuzetno tanak, teško ga je podrezati i neprihvatljiv u preciznim primjenama. Površine razdjelne linije moraju biti ravno brušene do unutar 0,005 mm preko površine kalupa, a sila stezanja mora biti dovoljna da drži razdjelnu liniju zatvorenu protiv pritiska šupljine tijekom ubrizgavanja i stvrdnjavanja. Potrebna sila stezanja izračunava se na temelju projicirane površine dijela i vršnog tlaka u šupljini, uz tipičnu primjenu faktora sigurnosti od 1,5 do 2. Za LSR kalup s više šupljina koji proizvodi male medicinske komponente, sile stezanja od 50 do 150 tona uobičajene su čak i za strojeve sa skromnim veličinama komada.
Strategija ventilacije za evakuaciju zraka
Zrak zarobljen u šupljinama LSR kalupa ne može izaći kroz materijal kao što može u nekim termoplastičnim procesima gdje se plin apsorbira u talinu. Zarobljen zrak u LSR-u stvara šupljine, nepotpunu ispunu i površinske defekte koji su posebno vidljivi u prozirnim ili prozirnim LSR spojevima. U dizajnu LSR kalupa koriste se dvije strategije odzračivanja: pasivno odzračivanje kroz precizno izbrušene otvore za odvajanje od 0,003 do 0,005 mm dubine postavljene na mjestima zadnjeg punjenja i aktivno odzračivanje pod vakuumom u kojem vakuumska pumpa prazni zatvorene šupljine kalupa kroz namjenske odzračne kanale neposredno prije ubrizgavanja. Vakuumski potpomognuto LSR kalupljenje obavezno je za dijelove složene geometrije, tanke stijenke ispod 0,5 mm ili primjene gdje je nulti sadržaj šupljina zahtjev kvalitete, kao u medicinskim komponentama koje se mogu implantirati.
Toplinski dizajn i raspored sustava grijanja
Ujednačena temperatura kalupa ključna je za dosljednu brzinu stvrdnjavanja u svim šupljinama, posebno u alatima s više šupljina gdje varijacija temperature između šupljina proizvodi dijelove s različitom tvrdoćom, skupljanjem i mehaničkim svojstvima. Električni grijači uložaka najčešći su način zagrijavanja za LSR kalupe, ugrađeni u precizno locirane uzorke koji postižu ujednačenost temperature unutar ±3°C po površini šupljine kada se mjeri u uvjetima stacionarne proizvodnje. Regulatori temperature kalupa posvećeni LSR-u održavaju točnost zadane vrijednosti od ±1°C i brzo reagiraju na ekstrakciju topline uzrokovanu ubrizgavanjem hladnog LSR-a na vruću površinu kalupa u svakom ciklusu. Postavljanje termoelementa unutar 5 mm od površine šupljine—a ne u osnovi kalupa—omogućuje reprezentativniju povratnu informaciju o temperaturi šupljine i čvršću kontrolu.
Ključni parametri procesa i njihov učinak na kvalitetu dijelova
Upravljanje postupkom LSR injekcijskog prešanja za proizvodnju dosljednih dijelova bez grešaka zahtijeva razumijevanje kako svaki parametar procesa utječe na konačni rezultat. Sljedeća tablica sažima kritične parametre, njihove tipične radne raspone i atribute kvalitete na koje prvenstveno utječu:
| Parametar | Tipični raspon | Učinak primarne kvalitete |
| Temperatura kalupa | 150-220°C | Kompletnost stvrdnjavanja, vrijeme ciklusa, skupljanje |
| Brzina ubrizgavanja | 10–80 mm/s brzina puža | Ravnoteža punjenja, zarobljavanje zraka, rizik od bljeska |
| Tlak ubrizgavanja | 100–250 bara | Ispuna šupljine, bljesak linije razdvajanja |
| Vrijeme liječenja | 15–90 sekundi | Mehanička svojstva, kidanje dijelova |
| Temperatura materijala (bačva) | 5-25°C | Rok trajanja, sprječavanje preranog geliranja |
| Omjer doziranja (A:B) | 1:1 ± 1% | Tvrdoća, gustoća umreženosti, kompresijski set |
Vrijeme stvrdnjavanja je posebno utjecajno jer nedovoljno stvrdnuti LSR dijelovi pucaju tijekom vađenja iz kalupa, dok znatno prekomjerno stvrdnjavanje gubi vrijeme ciklusa bez značajnog poboljšanja mehaničkih svojstava nakon što se postigne puna gustoća umreženosti. Minimalno vrijeme otvrdnjavanja za danu temperaturu kalupa utvrđuje se kroz studiju otvrdnjavanja u kojoj se dijelovi vade iz kalupa u postupno kraćim intervalima i ispituju čvrstoća na trganje i tlačna čvrstoća dok se ne utvrdi minimalno prihvatljivo vrijeme otvrdnjavanja. U proizvodnji se minimalnom vremenu otvrdnjavanja dodaje sigurnosna granica od 10–15% kako bi se uzele u obzir normalne varijacije procesa.
Projektiranje LSR dijelova za mogućnost oblikovanja i performansi
Dizajn dijela za LSR injekcijsko prešanje zahtijeva uzimanje u obzir jedinstvene kombinacije materijala visoke elastičnosti, niskog modula i značajnog skupljanja kod stvrdnjavanja. Nekoliko pravila dizajna primjenjuje se posebno na LSR koja se razlikuju od smjernica za dizajn termoplastične i komprimirano lijevane silikonske gume:
- Ujednačenost debljine stijenke: LSR lako teče u tanke dijelove, ali vrlo neujednačena debljina stijenke proizvodi različite stope stvrdnjavanja i zaostalo naprezanje koje uzrokuje savijanje nakon vađenja iz kalupa. Održavanje varijacije debljine stijenke unutar omjera od maksimalno 3:1—i idealno 2:1—po cijelom dijelu minimizira ovaj učinak. Prijelazi između debelih i tankih dijelova trebaju biti postupni s radijusom, a ne naglim koracima.
- Kutovi gaza za vađenje iz kalupa: Iako velika elastičnost LSR-a znači da se može rastegnuti preko udubljenja i izvući iz kalupa, kutovi propuha od 3° do 5° po strani na unutarnjim stijenkama smanjuju potrebnu silu vađenja iz kalupa i produžuju vijek trajanja kalupa. Za teksturirane ili spojene površine preporučuju se veći kutovi propuha od 5° do 10° kako bi se spriječilo kidanje teksture površine tijekom izbacivanja dijela.
- Lokacija i veličina vrata: LSR vrata trebaju biti smještena na najdebljem poprečnom presjeku dijela kako bi se omogućio protok materijala od debljeg ka tankom, čime se smanjuje rizik od kratkih udaraca u finim elementima. Tunelska vratašca i zaporna vrata čisto se sama odstranjuju u LSR-u zahvaljujući elastičnom oporavku materijala, što ih čini preferiranim u odnosu na rubna vrata koja ostavljaju tragove koji zahtijevaju ručno obrezivanje.
- Kompenzacija skupljanja u dimenzijama šupljine: LSR se skuplja 2–4% linearno nakon vađenja iz kalupa i naknadnog stvrdnjavanja, a dimenzije šupljina moraju se povećati za očekivano skupljanje kako bi se postigle ciljne dimenzije dijela. Skupljanje varira s durometrom spoja, temperaturom otvrdnjavanja i geometrijom dijela, tako da su početna ispitivanja alata bitna za kalibraciju stvarnog skupljanja za svaki specifični spoj i dizajn kalupa prije finalizacije alata.
Uobičajeni nedostaci u LSR kalupu i njihovi uzroci
Čak i s dobro dizajniranim kalupima i ispravno konfiguriranim strojevima, LSR injekcijsko prešanje osjetljivo je na niz ponavljajućih nedostataka koji zahtijevaju sustavnu dijagnozu i prilagodbu procesa da bi se riješili. Identificiranje temeljnog uzroka svakog kvara – bilo da leži u stroju, kalupu, materijalu ili parametrima procesa – ključno je za provedbu učinkovite korektivne radnje, a ne za maskiranje simptoma kompenzacijskim promjenama parametara.
- Bljesak: Najčešći defekt LSR-a, uzrokovan previsokim tlakom ubrizgavanja, nedovoljnom silom stezanja, istrošenim ili izvantolerancijskim površinama rastavnih linija ili deformacijom kalupa pod pritiskom šupljine. Korektivne radnje uključuju provjeru prikladnosti sile stezanja, ponovno brušenje površina linije razdvajanja, smanjenje brzine i tlaka ubrizgavanja i provjeru ravnosti ploče kalupa i stanja potpornog stupa.
- Kratki kadrovi i nepotpuna ispuna: Uzrokovano nedovoljnom količinom sačme, blokiranim ventilacijskim otvorima, zarobljavanjem zraka ili materijalom koji je djelomično želiran u cijevi ili hladnom kanalu zbog promjene temperature. Provjera i čišćenje ventilacijskih kanala, provjera temperature cijevi i hladnog klina i malo povećanje volumena sačme prvi su dijagnostički koraci.
- Pucanje tijekom vađenja iz kalupa: Označava nedovoljno stvrdnjavanje zbog nedovoljnog vremena stvrdnjavanja ili niske temperature kalupa. Produljenje vremena zadržavanja ili podizanje temperature kalupa za 5–10°C rješava većinu problema s kidanjem. Uporno kidanje složene geometrije može ukazivati na problem dizajna kalupa gdje geometrija dijela stvara koncentracije naprezanja tijekom izbacivanja koje zahtijevaju modifikaciju dizajna.
- Varijacija tvrdoće između šupljina: Uzrokovano nejednolikom temperaturom kalupa na ploči sa šupljinama, što dovodi do različitih brzina stvrdnjavanja u različitim šupljinama. Mapiranje površine kalupa pomoću termoelementa tijekom proizvodnje identificira tople i hladne zone, a postavljanje grijača ili prilagodbe raspodjele snage vrše se kako bi se postigla toplinska ujednačenost unutar specifikacije.