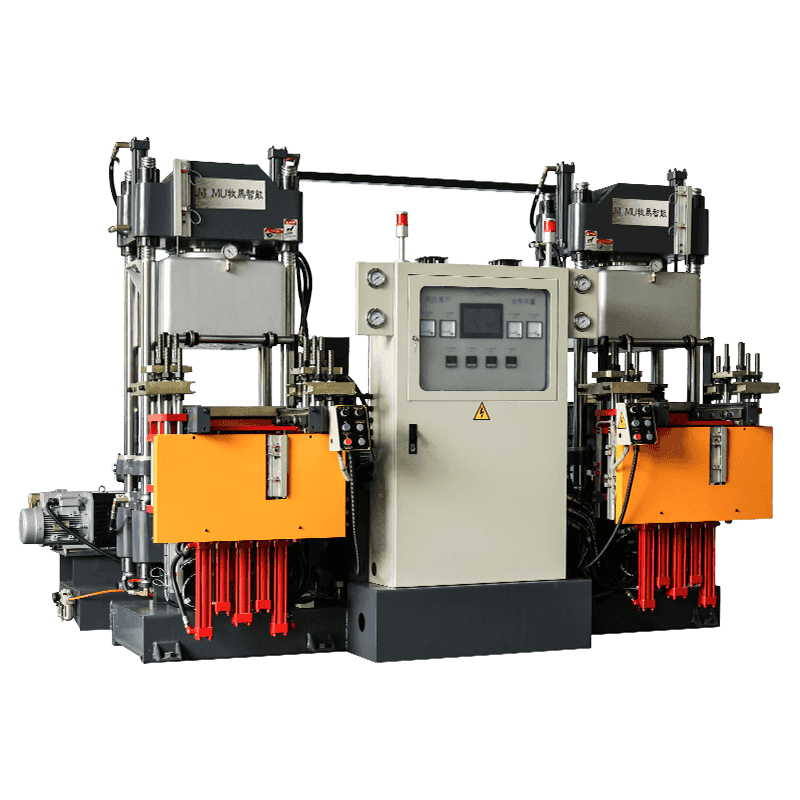
Strojevi za injekcijsko prešanje izolatora predstavljaju ključni napredak u proizvodnji električnih komponenti, posebno za proizvodnju visokokvalitetnih izolacijskih materijala koji se koriste u prijenosu energije, distribucijskim sustavima i raznim električnim aplikacijama. Ovi specijalizirani strojevi kombiniraju precizno inženjerstvo s naprednom tehnologijom obrade polimera za stvaranje izolacijskih komponenti koje zadovoljavaju stroge standarde električne sigurnosti i zahtjeve za performansama. Evolucija ovih strojeva promijenila je način na koji proizvođači pristupaju proizvodnji izolatora, omogućujući veće izlazne količine, poboljšanu konzistentnost i poboljšana svojstva materijala koja su ključna za modernu električnu infrastrukturu.
Globalna potražnja za pouzdanim električnim izolatorima nastavlja rasti kako se električne mreže šire, a sustavi obnovljive energije bujaju. Tehnologija injekcijskog prešanja pojavila se kao poželjna metoda proizvodnje zbog svoje sposobnosti proizvodnje složenih geometrija s izvrsnom dimenzionalnom točnošću uz zadržavanje kritičnih dielektričnih svojstava potrebnih za električnu izolaciju. Razumijevanje mogućnosti, kriterija odabira i operativnih razmatranja ovih strojeva ključno je za proizvođače koji žele optimizirati svoje proizvodne procese i isporučiti vrhunske izolatorske proizvode na tržište.
Razumijevanje temeljne tehnologije koja stoji iza injekcijskog prešanja izolatora
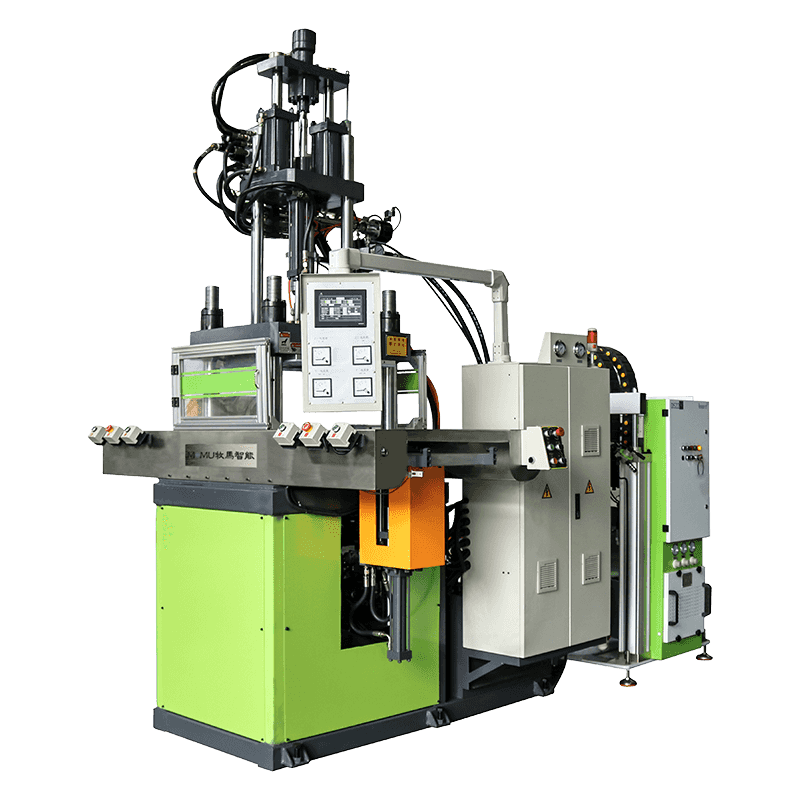
Strojevi za injekcijsko prešanje izolatora rade na temeljnim principima prilagođenim posebno za obradu termoplastičnih i termoreaktivnih materijala s izvrsnim izolacijskim svojstvima. Proces počinje sa sirovim polimernim materijalima, obično epoksidnim smolama, silikonskom gumom, polietilenom ili drugim specijaliziranim spojevima, koji se stavljaju u zagrijanu bačvu gdje se tope i homogeniziraju. Rastaljeni materijal se zatim ubrizgava pod visokim pritiskom u precizno konstruirane kalupe koji definiraju konačni oblik i dimenzije izolatorske komponente.
Ono što razlikuje strojeve za injekcijsko prešanje izolatora od standardne opreme za injekcijsko prešanje je njihova specijalizirana konfiguracija za rukovanje materijalima sa specifičnim električnim i toplinskim svojstvima. Ovi strojevi uključuju precizne sustave kontrole temperature koji održavaju optimalne uvjete obrade za izolacijske polimere, koji često imaju uske prozore obrade. Jedinice za ubrizgavanje dizajnirane su za rukovanje materijalima različitih viskoziteta i mogu uključivati značajke poput vakuumskog otplinjavanja kako bi se uklonili zračni džepovi koji bi mogli ugroziti dielektričnu čvrstoću.
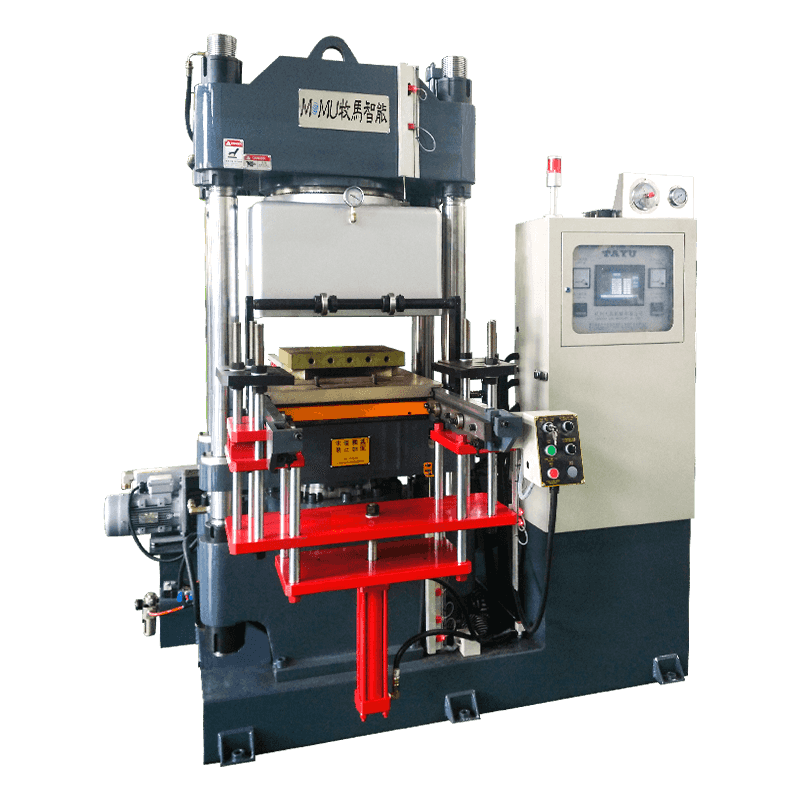
Sustav stezanja u ovim strojevima mora osigurati dovoljnu silu da zadrži kalupe zatvorenima tijekom ubrizgavanja dok se prilagođava karakteristikama toplinske ekspanzije izolacijskih materijala. Moderni strojevi obično imaju servo-hidraulične ili potpuno električne pogonske sustave koji nude preciznu kontrolu nad brzinom ubrizgavanja, tlakom i vremenom zadržavanja—parametrima koji izravno utječu na električna svojstva konačnog proizvoda, mehaničku čvrstoću i završnu obradu površine.
Ključni materijali obrađeni injekcijskim prešanjem izolatora
Odabir odgovarajućih izolacijskih materijala temelj je uspješne proizvodnje izolatora. Različite primjene zahtijevaju materijale s određenim električnim, mehaničkim svojstvima i svojstvima otpornosti na okoliš. Razumijevanje ovih materijala pomaže proizvođačima odabrati pravu konfiguraciju stroja i parametre obrade.
| Vrsta materijala | Primarne aplikacije | Ključna svojstva |
| Epoksidne smole | Visokonaponski izolatori, izolatori | Izvrsna dielektrična čvrstoća, toplinska stabilnost |
| Silikonska guma | Vanjski izolatori, kabelski pribor | Otpornost na vremenske uvjete, hidrofobnost, fleksibilnost |
| Polietilen (PE) | Izolacija kabela, niskonaponske komponente | Mali dielektrični gubitak, otpornost na vlagu |
| BMC/DMC spojevi | Dijelovi prekidača, razvodna oprema | Otpornost na električni luk, dimenzionalna stabilnost |
Svaka kategorija materijala zahtijeva specifične konfiguracije stroja i parametre obrade. Termoreaktivni materijali poput epoksidnih smola i BMC spojeva zahtijevaju strojeve sa posebnim dizajnom vijaka i grijaćim profilima za pokretanje i kontrolu procesa otvrdnjavanja unutar kalupa. Ti se materijali ne mogu ponovno rastaliti nakon što se očvrsnu, što kontrolu procesa čini kritičnom za smanjenje otpada i osiguranje dosljedne kvalitete. Suprotno tome, termoplastični materijali poput polietilena nude fleksibilnost ponovne obrade, ali zahtijevaju preciznu kontrolu hlađenja kako bi se postigla optimalna kristalnost i električna svojstva.
Kritične specifikacije stroja i kriteriji odabira
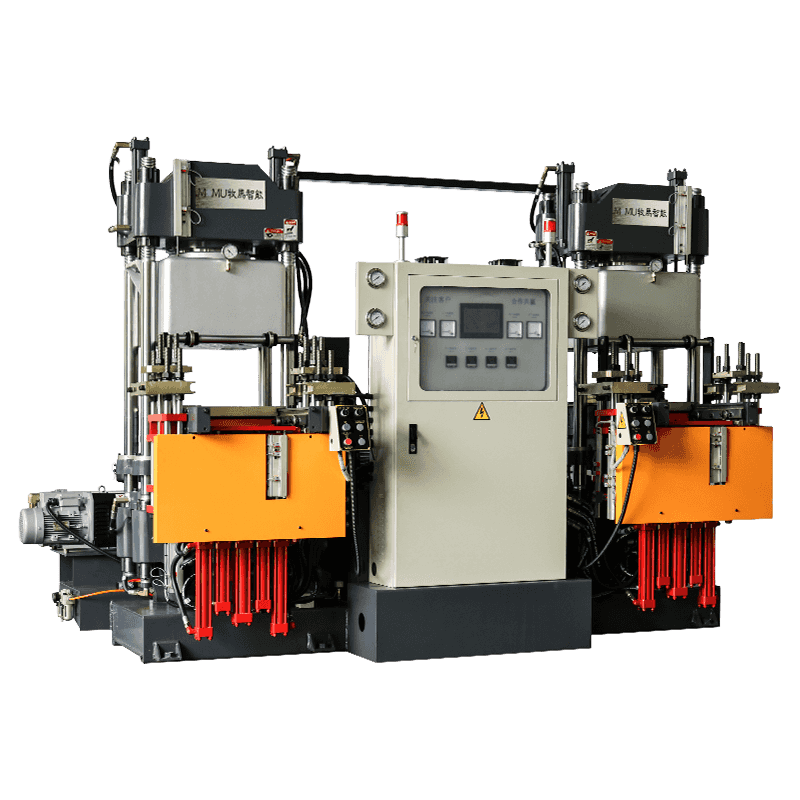
Odabir odgovarajućeg stroja za injekcijsko prešanje izolatora zahtijeva pažljivo razmatranje više tehničkih specifikacija koje su u skladu sa zahtjevima proizvodnje i karakteristikama proizvoda. Sila stezanja predstavlja jednu od najosnovnijih specifikacija, obično u rasponu od 50 do 2000 tona za proizvodnju izolatora. Ovaj parametar mora biti dovoljan da se suprotstavi tlaku ubrizgavanja i spriječi odvajanje kalupa, što bi uzrokovalo stvaranje bljeska i dimenzionalne netočnosti. Potrebna sila stezanja ovisi o projektiranoj površini dijela i tlaku ubrizgavanja potrebnom za ispunjavanje složenih geometrija.
Kapacitet ubrizgavanja i veličina udarca određuju maksimalnu količinu materijala koja se može ubrizgati u jednom ciklusu. Za proizvodnju izolatora, ova specifikacija mora uzeti u obzir ne samo volumen dijela, već i sustav vodilice i svaki potencijalni otpad. Strojevi se obično odabiru s iskorištenjem kapaciteta sačme od 40-70% kako bi se osigurala dosljedna plastificacija i izbjegla degradacija materijala zbog prekomjernog vremena zadržavanja u cijevi.
Sljedeći čimbenici bitni su pri procjeni specifikacija stroja:
- Dizajn vijka i omjer L/D prikladan za određeni izolacijski materijal, sa specijaliziranim vijcima za termoreaktivne spojeve koji imaju smanjene omjere kompresije i nepovratne ventile prikladne za reaktivne materijale
- Zone kontrole temperature s dovoljnim kapacitetom grijanja i hlađenja za održavanje preciznih toplinskih profila, posebno kritično za materijale s uskim prozorima obrade
- Mogućnosti kontrole brzine ubrizgavanja i tlaka koje omogućuju višestupanjske profile ubrizgavanja za optimiziranje uzoraka protoka i minimaliziranje unutarnjih naprezanja
- Sustavi kontrole temperature kalupa koji mogu održavati konstantne temperature na velikim površinama kalupa, često zahtijevaju vanjske jedinice za kontrolu temperature s mogućnostima grijanja i hlađenja
- Sofisticiranost upravljačkog sustava s bilježenjem podataka, nadzorom procesa i integracijom kontrole kvalitete kako bi se osigurala sljedivost i dosljedna proizvodnja
Optimiziranje proizvodnih procesa za kvalitetne izolatore
Postizanje dosljedne kvalitete u proizvodnji izolatora zahtijeva precizno optimiziranje parametara procesa injekcijskog prešanja. Odnos između uvjeta obrade i svojstava konačnog proizvoda složen je, s više varijabli koje međusobno djeluju kako bi utjecale na električnu izvedbu, mehaničku čvrstoću i točnost dimenzija. Upravljanje temperaturom stoji kao možda najkritičniji čimbenik, koji utječe na karakteristike protoka materijala, brzine stvrdnjavanja termoreaktivnih materijala i ponašanje kristalizacije u termoplastici.
Profili temperature bačve moraju se pažljivo utvrditi na temelju specifičnog materijala koji se obrađuje. Za izolatore na bazi epoksida, temperature se obično održavaju između 80-120°C kako bi smola ostala tekuća bez preranog stvrdnjavanja. Temperature kalupa za termoreaktivne materijale znatno su više, često 150-180°C, kako bi se olakšalo potpuno stvrdnjavanje unutar prihvatljivog vremena ciklusa. Ove povišene temperature kalupa zahtijevaju posebne sustave grijanja i izolaciju za održavanje toplinske stabilnosti i sigurnosti operatera.

Brzina ubrizgavanja i optimizacija tlaka
Faza ubrizgavanja kritično utječe na unutarnju strukturu konačnog proizvoda i kvalitetu površine. Visoke brzine ubrizgavanja mogu uzrokovati mlaz, tragove tečenja i pretjerano zagrijavanje smicanja, što može razgraditi polimer ili stvoriti slaba sučelja. Suprotno tome, pretjerano sporo ubrizgavanje može rezultirati nepotpunim punjenjem, posebno u složenim geometrijama s tankim dijelovima ili dugim stazama protoka. Višefazni profili ubrizgavanja omogućuju proizvođačima da uravnoteže ove konkurentske zahtjeve, koristeći veće brzine za masovno punjenje nakon čega slijede sporije brzine kako se kalup približava završetku.
Tlak i vrijeme zadržavanja osiguravaju odgovarajuće pakiranje šupljine kalupa dok se materijal hladi i skuplja. Za izolatore, pravilno pakiranje je bitno za smanjenje šupljina i održavanje dimenzijskih tolerancija. Tlak držanja obično se kreće od 40-70% maksimalnog tlaka ubrizgavanja i održava se sve dok se vratašca ne stvrdnu, sprječavajući povratni tok dok kompenzira volumetrijsko skupljanje.
Razmatranja dizajna kalupa za električne izolatore
Kalup predstavlja kritičnu komponentu u sustavu injekcijskog prešanja izolatora, izravno utječući na kvalitetu proizvoda, učinkovitost proizvodnje i troškove proizvodnje. Izolacijski kalupi moraju biti dizajnirani s posebnom pažnjom na električne zahtjeve, uključujući značajke koje promiču jednoliku distribuciju materijala, minimiziraju koncentracije naprezanja i olakšavaju potpuno punjenje složenih geometrija kao što su šupe, rebra i sučelja hardvera za montažu.
Dizajn i položaj vrata značajno utječu na svojstva konačnog proizvoda. Za izolatore, vrata se obično postavljaju tako da osiguraju uravnoteženo punjenje i minimiziraju linije zavara u područjima visokog naprezanja. Za velike izolatore mogu se koristiti višestruki sustavi vrata kako bi se smanjili tlakovi ubrizgavanja i poboljšala distribucija materijala. Tip vrata—bilo da su rubna, podvodna ili vruća vrata—mora se odabrati na temelju karakteristika materijala, geometrije dijela i estetskih zahtjeva.
Ventilacija je posebno kritična za izolatorske kalupe zbog dielektričnih zahtjeva konačnog proizvoda. Zarobljeni zrak može stvoriti praznine koje koncentriraju električni stres i dovesti do preranog kvara. Odgovarajući ventilacijski kanali, tipično duboki 0,02-0,05 mm, moraju biti ugrađeni na mjestima završetka protoka i oko klinova jezgre, dok moraju biti dovoljno plitki da spriječe izbijanje materijala.
Kontrola kvalitete i standardi ispitivanja
Osiguranje kvalitete u proizvodnji izolatora nadilazi dimenzionalnu provjeru i obuhvaća električno ispitivanje i validaciju svojstava materijala. Moderne operacije injekcijskog prešanja izolatora uključuju sustave praćenja u liniji koji prate kritične procesne parametre u stvarnom vremenu, dajući trenutnu povratnu informaciju o stabilnosti procesa i omogućujući brzu intervenciju kada dođe do odstupanja.
Protokoli električnog ispitivanja za lijevane izolatore obično uključuju ispitivanje dielektrične čvrstoće, koje provjerava sposobnost materijala da izdrži određene razine napona bez kvara. Ovo ispitivanje provodi se na uzorcima dijelova iz svake proizvodne serije pomoću kalibrirane opreme za ispitivanje visokog napona. Dodatna električna ispitivanja mogu uključivati mjerenje površinskog i volumenskog otpora, procjenu otpora praćenja i ispitivanje djelomičnog pražnjenja za visokonaponske primjene.
Ispitivanje mehaničkih svojstava osigurava da izolatori mogu izdržati instalacijska naprezanja i radna opterećenja. Uobičajena ispitivanja uključuju mjerenja vlačne čvrstoće, čvrstoće na savijanje i otpornosti na udarce. Ispitivanje utjecaja na okoliš simulira učinke starenja kroz ubrzano trošenje, toplinske cikluse i izlaganje kemikalijama ili UV zračenju, potvrđujući pouzdanost dugoročne izvedbe izolatora.
Najbolje prakse održavanja i rada
Održavanje strojeva za injekcijsko prešanje izolatora u optimalnom stanju zahtijeva sustavne programe preventivnog održavanja koji se odnose na mehaničke i toplinske sustave. Redoviti pregled i servisiranje sprječavaju neočekivane zastoje i osiguravaju dosljednu kvalitetu proizvoda. Hidraulički sustavi zahtijevaju povremenu promjenu ulja, zamjenu filtera i ispitivanje tlaka kako bi se održala brza kontrola i spriječila kontaminacija. Servo-električni strojevi trebaju redovitu provjeru kugličnih vijaka, linearnih vodilica i električnih komponenti kako bi se osigurala preciznost i pouzdanost.
Sklop bačve i vijka zahtijeva posebnu pozornost zbog njihove izloženosti visokim temperaturama i abrazivnim punilima uobičajenim u izolacijskim smjesama. Redoviti pregled uzoraka istrošenosti, pravilni postupci čišćenja između izmjena materijala i pravovremena zamjena istrošenih komponenti sprječavaju probleme s kvalitetom i kontaminaciju materijala. Senzori temperature i grijaći elementi trebaju se povremeno kalibrirati kako bi se osigurala točna kontrola topline.
Obuka rukovatelja često je podcijenjen aspekt uspješne proizvodnje izolatora. Dobro obučeno osoblje može prepoznati rane znakove upozorenja na odstupanje procesa, prikladno reagirati na probleme s kvalitetom i optimizirati postavke stroja za nove proizvode ili materijale. Sveobuhvatni programi obuke trebali bi pokrivati rad sa strojem, sigurnosne protokole, rukovanje materijalom, postupke inspekcije kvalitete i osnovne tehnike za rješavanje problema. Dokumentacija procesnih parametara, aktivnosti održavanja i metrike kvalitete omogućuje kontinuirano poboljšanje i pruža vrijedne podatke za optimizaciju procesa i rješavanje problema.