Što je LSR stroj za injekcijsko prešanje?
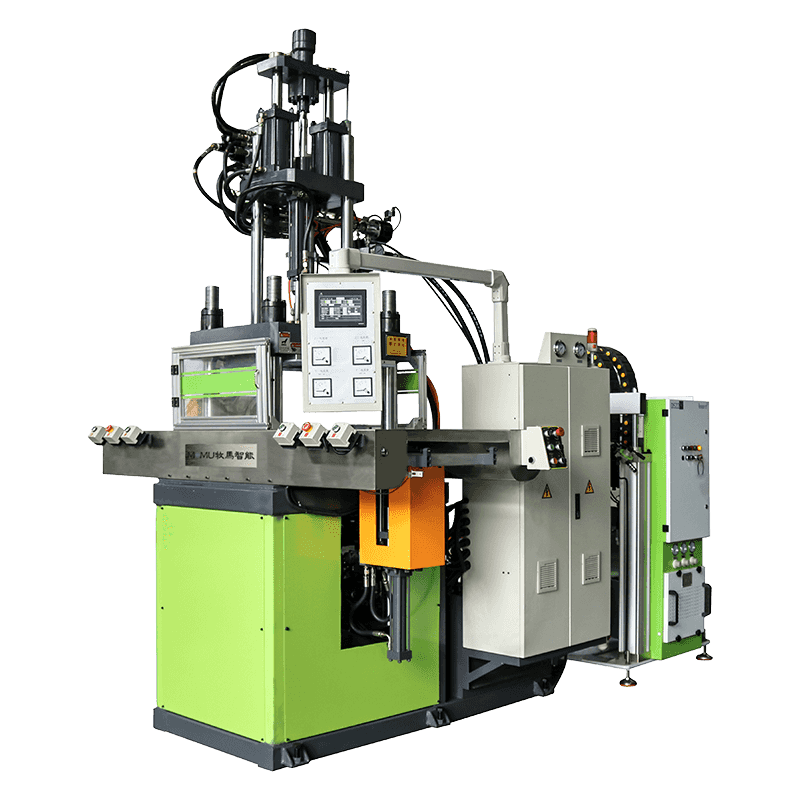
An LSR stroj za injekcijsko prešanje je specijalizirani proizvodni sustav dizajniran za preradu tekuće silikonske gume (LSR) u precizno oblikovane dijelove kroz zatvoreni, automatizirani ciklus ubrizgavanja. Za razliku od termoplastičnog injekcijskog prešanja, koje topi čvrste pelete i ubrizgava ih u ohlađeni kalup, LSR prešanje radi obrnuto: dvokomponentni tekući silikon se održava hladnim tijekom ubrizgavanja, a zatim se stvrdnjava unutar zagrijanog kalupa kroz reakciju vulkanizacije kataliziranu platinom. Ova fundamentalna razlika u ponašanju materijala pokreće gotovo sve dizajnerske odluke u strojevima specifičnim za LSR - od bačve s temperaturom i sustava mjerenja do jedinice za stezanje i konstrukcije kalupa.
LSR strojevi koriste se u širokom rasponu industrija gdje god je potrebna silikonska kombinacija fleksibilnosti, toplinske stabilnosti, biokompatibilnosti i kemijske otpornosti. Medicinski uređaji, proizvodi za dojenčad, automobilske brtve, komponente potrošačke elektronike i industrijske membrane su među najčešćim primjenama. Razumijevanje principa rada stroja, ključnih podsustava i kriterija odabira bitno je za inženjere i stručnjake za nabavu koji procjenjuju sposobnost proizvodnje LSR-a.
Kako radi LSR injekcijsko prešanje: Osnovni proces
LSR se isporučuje kao dvodijelni sustav: komponenta A sadrži osnovni polimer i platinasti katalizator, dok komponenta B sadrži sredstvo za umrežavanje i inhibitor. Dvije komponente se pohranjuju u odvojenim bubnjevima i uvode kroz jedinicu za mjerenje i miješanje - obično statički mikser - koji ih kombinira u točnom omjeru 1:1 po volumenu. Održavanje točnog omjera je kritično jer svako odstupanje mijenja kemiju stvrdnjavanja i proizvodi dijelove s nedosljednom tvrdoćom, nepotpuno stvrdnjavanjem ili ljepljivošću površine.
Nakon miješanja, kombinirani LSR se ubrizgava u zagrijani kalup — koji se obično održava između 160°C i 220°C — gdje platinasti katalizator pokreće brzo umrežavanje. Vrijeme stvrdnjavanja ovisi o geometriji dijela, debljini stijenke i temperaturi kalupa, ali većina proizvodnih ciklusa kreće se od nekoliko sekundi za dijelove s tankim stijenkama do nekoliko minuta za deblje komponente. Budući da se stvrdnuti silikon lagano skuplja dok se umrežava, dizajn kalupa mora uzeti u obzir ovu promjenu dimenzija kako bi se zadržale niske tolerancije u gotovom dijelu.
Sama jedinica za ubrizgavanje mora se hladiti - obično se hladi vodom na oko 10-15°C - kako bi se spriječilo prerano stvrdnjavanje u cijevi prije nego što sačma stigne do kalupa. Ovaj sustav hladnog kliznog kanala, često proširen na geometriju lijevka i klizača unutar kalupa, smanjuje gubitak materijala održavajući LSR u svom nestvrdnutom tekućem stanju do vrata, a zatim dopušta toplinskoj razlici između hladnog kliznog kanala i vruće šupljine kalupa da pokrene stvrdnjavanje točno tamo gdje je potrebno.
Ključni podsustavi LSR stroja za injekcijsko prešanje
Jedinica za mjerenje i doziranje
Jedinica za mjerenje je najkritičniji podsustav jedinstven za LSR obradu. On izvlači dvije LSR komponente iz bubnjeva pod tlakom pomoću pneumatskih ili servo pogonjenih klipnih pumpi, održava precizan volumetrijski omjer tijekom cijelog udarca i isporučuje izmiješani materijal u jedinicu za ubrizgavanje bez uvođenja zraka. Vrhunski mjerni sustavi postižu točnost omjera unutar ±0,5% kroz proizvodne serije i uključuju senzore za kontinuirani nadzor koji pokreću alarme ako omjer odstupi iznad postavljene tolerancije. Statički mikser — pasivni spiralni element kroz koji se dovode obje komponente — postiže homogeno miješanje bez pokretnih dijelova, smanjujući zahtjeve za održavanjem u usporedbi s alternativama dinamičkog miješanja.

Jedinica za ubrizgavanje
Jedinica za ubrizgavanje za LSR razlikuje se od termoplastičnih jedinica na nekoliko važnih načina. Geometrija vijka koristi malu dubinu leta i nizak omjer kompresije kako bi se izbjeglo stvaranje topline uslijed trenja koja bi prerano očvrsnula materijal u cijevi. Cijela cijev je obložena krugom vodenog hlađenja. Brzina i tlak ubrizgavanja su servo kontrolirani kako bi se osigurale dosljedne karakteristike punjenja u svakom udarcu, a jedinica za ubrizgavanje obično radi na znatno nižim tlakovima od termoplastičnih sustava — obično između 500 i 1500 bara — jer niska viskoznost LSR-a zahtijeva manje sile za punjenje šupljine kalupa.
Stezna jedinica
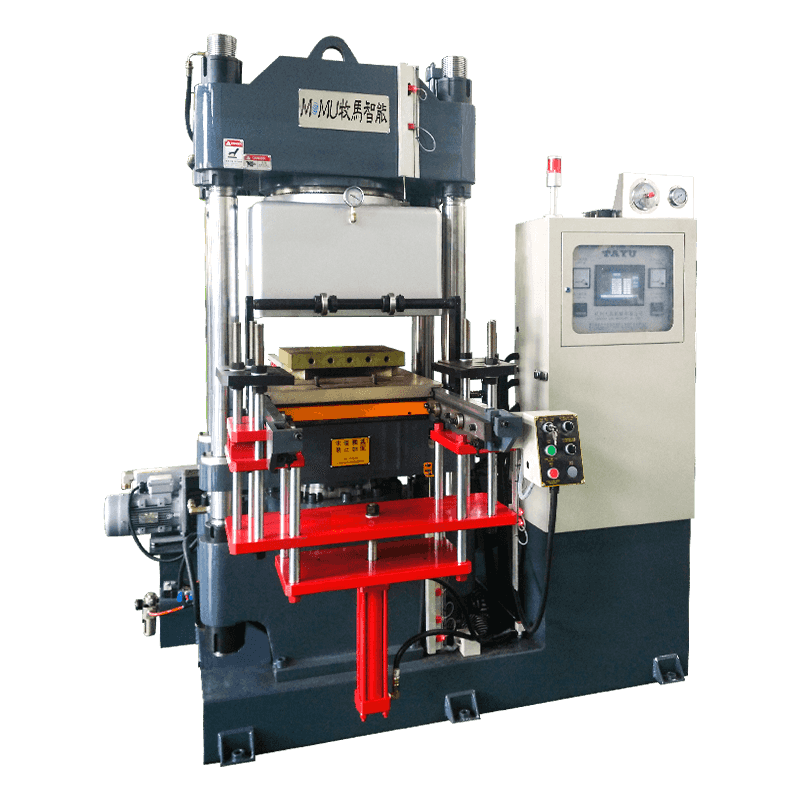
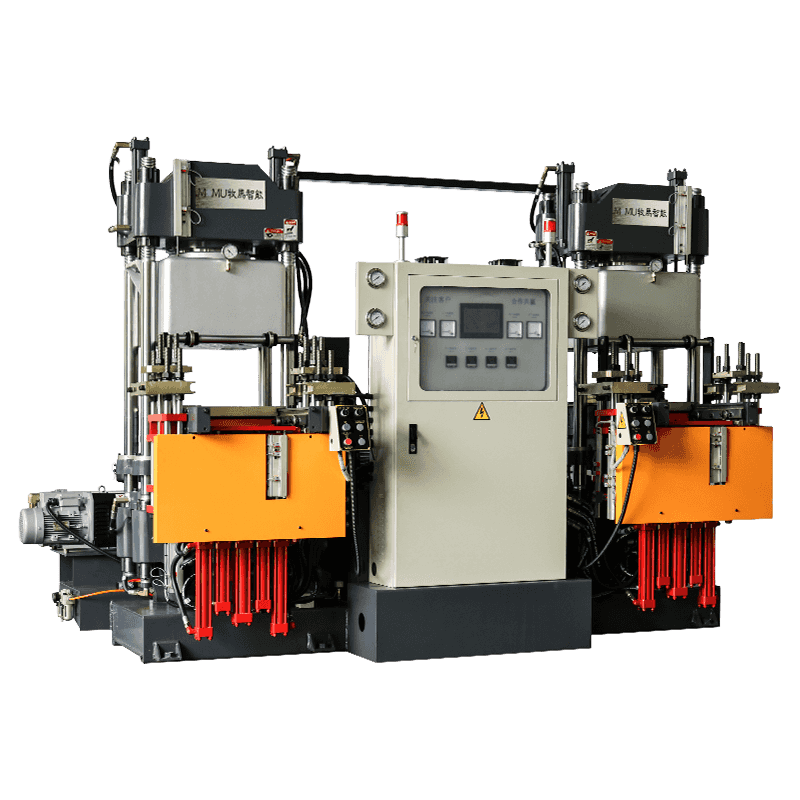
LSR kalupi zahtijevaju vrlo visoku silu stezanja po jedinici projicirane površine dijela u usporedbi s termoplastikom, jer niska viskoznost LSR-a znači da će proletjeti čak i preko minimalnih razmaka linije razdvajanja ako je sila stezanja nedovoljna. Koriste se i zakretni i hidraulički sustavi stezanja, pri čemu se potpuno električni strojevi sve više preferiraju u okruženjima čistih prostorija zbog svoje čistoće, ponovljivosti i energetske učinkovitosti. Zahtjevi za silu stezanja izračunavaju se na temelju tlaka šupljine pomnoženog s projektiranom površinom dijela i sustava vodilica.
Usporedba LSR stroja: hidraulički naspram potpuno električnog
| Značajka | Hidraulički LSR stroj | Potpuno električni LSR stroj |
| Ponovljivost | dobro | Izvrsno |
| Prikladnost čistih prostorija | Ograničeno (rizik od kontaminacije uljem) | Visoko (bez hidraulične tekućine) |
| Potrošnja energije | viši | 30–60% niže |
| Trošak kapitala | Niže | viši |
| Razina buke | viši | Niže |
| Održavanje | Češće (hidraulične brtve) | Rjeđe |
| Najbolje odgovara aplikaciji | Industrijski dijelovi velike snage | Medicinski, prehrambeni, precizni dijelovi |
Industrije i aplikacije koje pokreću potražnju za LSR strojevima
Rast LSR injekcijskog prešanja kao proizvodne metode izravno je povezan sa sve većim brojem industrija koje ovise o svojstvima materijala silikona u zahtjevnim okruženjima za krajnju upotrebu. Svaka industrija ima specifične zahtjeve koji određuju kako LSR strojevi moraju biti konfigurirani i validirani.
- Medicinski uređaji: LSR-ova biokompatibilnost prema standardima ISO 10993 i mogućnost sterilizacije autoklaviranjem, EtO i gama zračenjem čine ga materijalom izbora za katetere, respiratorne maske, brtve za implantabilne uređaje i držače kirurških instrumenata. Strojevi koji se koriste za proizvodnju medicinskog LSR-a obično su potpuno električni, kompatibilni s čistim sobama i opremljeni cjelovitom procesnom dokumentacijom za usklađenost s propisima.
- Proizvodi za dojenčad i bebe: Dude, bradavice za bočicu i proizvodi za nicanje zubi zahtijevaju silikon koji ne dolazi u dodir s hranom i ne sadrži plastifikatore i BPA. LSR stupnjevi certificirani prema FDA 21 CFR i EU 10/2011 propisima o kontaktu s hranom su standardni, a proizvodna okruženja moraju ispunjavati stroge higijenske kontrole.
- Automobili: LSR se koristi za gumene brtve, poklopce za svjećice, brtve senzora i komponente ispod haube koje moraju izdržati trajne temperature od -50°C do 200°C. Automobilska proizvodnja velikih količina obično koristi hidraulične strojeve s višestrukim šupljinama s hladnim rotacijskim kalupima radi isplativosti.
- Potrošačka elektronika: Vodootporne brtve, membrane za gumbe, vrhovi za slušalice i brtve za nosive uređaje predstavljaju segment koji brzo raste. Uobičajeni su dijelovi tankih stijenki, visoke preciznosti s malim dimenzijskim tolerancijama, što daje prednost potpuno električnim strojevima s velikom kontrolom brzine ubrizgavanja.
- Industrijsko brtvljenje: Dijafragme pumpi, brtve ventila i brtve otporne na kemikalije iskorištavaju otpornost silikona na ozon, UV zračenje i široki spektar kemikalija. To su obično dijelovi debljeg presjeka proizvedeni na hidrauličkim strojevima s nižom kavitacijom.
Kritični čimbenici pri odabiru LSR stroja za injekcijsko prešanje
Odabir LSR stroja zahtijeva procjenu tehničkih specifikacija u kontekstu vaših specifičnih dijelova, obujma proizvodnje i regulatornog okruženja. Nekoliko čimbenika dosljedno određuje hoće li ulaganje u stroj donijeti očekivani povrat.
Veličina udarca i sila stezanja moraju se uskladiti s projektiranim dijelom i površinom vodilice, a ne labavo procijenjene. Niska viskoznost LSR-a znači da čak i skroman pad sile stezanja rezultira bljeskom — tankim slojem stvrdnutog silikona na liniji razdvajanja koji zahtijeva ručno obrezivanje i povećava stopu otpada. Izračunajte potrebnu silu stezanja od najmanje 0,3 do 0,5 tona po kvadratnom centimetru predviđene površine šupljine i dimenzionirajte stroj s marginom iznad te brojke kako biste prilagodili buduće dodatke kalupa ili promjene dizajna.
Preciznost kontrole temperature u kalupu jednako je važna kao i izvedba stezanja i ubrizgavanja stroja. Nejednake temperature kalupa proizvode dijelove s nedosljednim stvrdnjavanjem, dimenzijskim varijacijama i površinskim defektima. Ocijenite podržava li regulator temperature kalupa stroja zonsko mapiranje temperature i osigurava li dizajn kalupa odgovarajuću pokrivenost kanala grijanja. U preciznim medicinskim primjenama, varijacije temperature kalupa veće od ±2°C po površini šupljine obično su neprihvatljive.
Mogućnosti praćenja procesa i bilježenja podataka postale su neosporne za regulirane industrije. Moderni LSR strojevi integriraju senzore tlaka u šupljini, profile brzine ubrizgavanja i tlaka, bilježenje temperature kalupa i verifikaciju omjera doziranja u objedinjeni sustav praćenja procesa. Ovi su podaci potrebni za provjeru valjanosti procesa prema FDA 21 CFR Part 820 i ISO 13485 za medicinske uređaje, a sve više ih zahtijevaju automobilski Tier 1 kupci kao dio dokumentacijskih paketa PPAP-a.
Uobičajeni nedostaci u procesu i kako ih spriječiti
Čak i dobro specificirani strojevi proizvode nedostatke kada se parametri procesa pomjeraju ili uvjeti kalupa nisu pravilno održavani. Prepoznavanje temeljnih uzroka uobičajenih LSR nedostataka ključno je za procesne inženjere odgovorne za kvalitetu proizvodnje.
- Bljesak: Uzrokovano nedovoljnom silom stezanja, istrošenim površinama razdjelne linije ili previsokim tlakom ubrizgavanja. Obratite se provjerom izračuna sile stezanja, pregledom stanja kalupa i smanjenjem brzine ubrizgavanja tijekom faze punjenja.
- Nepotpuna ispuna / kratki snimak: Posljedice su nedovoljnog tlaka ubrizgavanja, blokiranih vrata ili LSR-a koji je djelomično očvrsnuo u vodilici prije nego što je stigao do šupljine. Provjerite promjer zasuna, provjerite je li temperatura bačve unutar ciljanog raspona hladnog rotatora i provjerite postoji li inhibicija stvrdnjavanja od kontaminacije.
- Površinska ljepljivost: Označava nedovoljno stvrdnjavanje, najčešće uzrokovano netočnim omjerom A:B, preniskom temperaturom kalupa ili nedovoljnim vremenom stvrdnjavanja. Provjerite omjer doziranja kontroliranim testom nanošenja, provjerite ujednačenost temperature kalupa i produžite vrijeme stvrdnjavanja ako dopuštaju tolerancije dimenzija.
- Zarobljenost zraka / šupljine: Zrak uveden tijekom miješanja ili ubrizgan s materijalom stvara mjehuriće u stvrdnutom dijelu. Osigurajte da je mjerni sustav pravilno pročišćen prije proizvodnje i provjerite da brzina ubrizgavanja nije tako velika da se zrak uvlači u područje vrata ispred fronte protoka LSR.
- Varijacija dimenzija između snimaka: Obično se povezuje s nedosljednošću mjerenja, fluktuacijom temperature bačve ili promjenjivim vremenom stvrdnjavanja zbog pomaka temperature kalupa. Pregledajte zapisnike praćenja procesa kako biste utvrdili koja je varijabla u korelaciji s pomakom dimenzija i ponovno kalibrirajte relevantni podsustav.