Kako radi stroj za injekcijsko prešanje gume
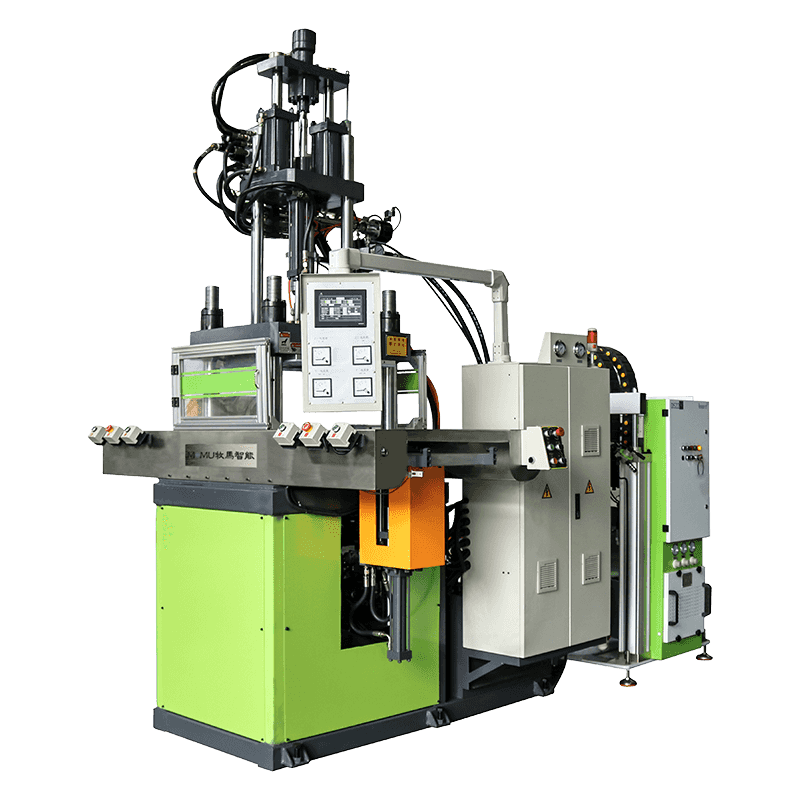
A stroj za brizganje gume obrađuje sirove gumene smjese u precizno oblikovane gotove dijelove tjeranjem zagrijanog, plastificiranog gumenog materijala pod visokim tlakom u zatvorenu šupljinu kalupa, gdje se vulkanizira — kemijski poprečno povezuje — u stabilnu, elastičnu čvrstu tvar. Za razliku od brizganja termoplasta, koje topi i ponovno topi isti materijal, brizganje gume se oslanja na nepovratnu reakciju vulkanizacije koju pokreću toplina i vrijeme. Nakon što se guma stvrdne unutar kalupa, ne može se ponovno rastaliti ili reformirati, što znači da se svaki parametar procesa mora ispravno podesiti prije početka pune proizvodnje.
Proces započinje tako da se gumena smjesa ubacuje u jedinicu za plastificiranje stroja — obično sklop vijka i bačve — gdje se zagrijava na pažljivo kontroliranu temperaturu prethodnog zagrijavanja, obično između 70°C i 100°C, što ju čini protočnom bez pokretanja preuranjene vulkanizacije. Rotacija vijka homogenizira smjesu i stvara tlak ubrizgavanja. Kada je kalup zatvoren i stegnut, jedinica za ubrizgavanje gura plastificiranu gumu kroz kanal, vodilice i vrata u šupljine kalupa. Sam kalup se zagrijava na višu temperaturu — obično između 160°C i 200°C — gdje se aktivira sredstvo za vulkanizaciju i guma stvrdnjava unutar definiranog vremena stvrdnjavanja prije nego što se kalup otvori i dio bude izbačen.
Osnovne komponente i njihove funkcije
Razumijevanje funkcionalne uloge svake glavne komponente pomaže operaterima u dijagnosticiranju problema, optimiziranju postavki procesa i donošenju informiranih odluka pri usporedbi specifikacija strojeva različitih proizvođača.
Jedinica za ubrizgavanje
Jedinica za ubrizgavanje sastoji se od grijane cijevi, klipnog vijka i mlaznice. Vijak ima dvostruku svrhu: okreće se kako bi plastificirao i prenosio gumenu smjesu naprijed, zatim djeluje kao klip za ubrizgavanje nakupljene količine materijala u kalup. Geometrija vijka za gumu razlikuje se od one koja se koristi u termoplastičnim strojevima — gumeni vijci obično imaju niži omjer kompresije i pliće letove kako bi se izbjeglo stvaranje prekomjerne topline trenja koja bi mogla uzrokovati opekotine, što je prerana vulkanizacija unutar bačve prije nego što materijal dospije u kalup.
Stezna jedinica
Stezna jedinica drži dvije polovice kalupa zajedno protiv sile koju stvara pritisak ubrizgavanja. Sila stezanja mjeri se u kilonewtonima (kN) ili tonama i mora premašiti projektirano područje šupljina kalupa pomnoženo s tlakom ubrizgavanja. Nedovoljna sila stezanja uzrokuje bljesak — tanka peraja viška gume na liniji razdvajanja — što povećava troškove podrezivanjem i ugrožava točnost dimenzija dijela. Većina strojeva za brizganje gume koristi hidrauličke stezne sustave, premda svaka od hidrauličkih konfiguracija uz pomoć preklopa i izravne hidraulike nudi različite karakteristike brzine i sile prilagođene različitim proizvodnim zahtjevima.
Kalup i sustav grijanja
Kalup je element alata koji definira geometriju gotovog dijela. Za ubrizgavanje gume, kalupi se zagrijavaju - najčešće s električnim grijačima ili cirkulirajućim vrućim uljem - kako bi se održala stabilna temperatura vulkanizacije na cijeloj površini šupljine. Ujednačenost temperature unutar kalupa je kritična: vruće točke uzrokuju prekomjerno stvrdnjavanje i degradaciju svojstava materijala, dok hladne točke dovode do nedovoljno stvrdnutih dijelova koji ne funkcioniraju. Visokokvalitetni kalupi uključuju temperaturne senzore postavljene u blizini svake šupljine kako bi se omogućilo praćenje i korekcija u stvarnom vremenu tijekom proizvodnje.
Kontrolni sustav
Moderni strojevi za injekcijsko prešanje gume opremljeni su kontrolnim sustavima temeljenim na PLC-u ili osobnom računalu koji operaterima omogućuju programiranje i pohranjivanje kompletnih recepata procesa koji pokrivaju temperaturne zone bačve, profile brzine ubrizgavanja, tlak ubrizgavanja, pritisak zadržavanja, vrijeme stvrdnjavanja, temperaturu kalupa i redoslijed izbacivanja. Sposobnost spremanja i ponovnog pozivanja recepata posebno je važna u pogonima s više proizvoda gdje se strojevi redovito prebacuju između različitih gumenih smjesa i geometrija dijelova, od kojih svaki zahtijeva poseban skup parametara.
Ključni parametri procesa koje svaki operater mora kontrolirati
Kvaliteta brizganih gumenih dijelova određena je koliko su precizno parametri procesa postavljeni i održavani tijekom proizvodnog ciklusa. Sljedeći parametri međusobno djeluju, što znači da promjena jednog često zahtijeva prilagodbu drugih kako bi se održala kvaliteta dijela.
| Parametar | Tipični raspon | Učinak ako je prenizak | Učinak ako je previsok |
| Temperatura bačve | 70°C – 100°C | Loš protok, nepotpuno punjenje | Opekotina, prerano izlječenje |
| Temperatura kalupa | 160°C – 200°C | Nedovoljno stvrdnuti, slabi dijelovi | Pretjerano stvrdnjavanje, degradacija površine |
| Tlak ubrizgavanja | 80 – 200 MPa | Kratki kadrovi, praznine | Bljesak, oštećenje plijesni |
| Vrijeme liječenja | 30 s – 10 min | Ljepljivi, nedovoljno stvrdnuti dijelovi | Lomljivi, preosušeni dijelovi |
| Brzina ubrizgavanja | Specifično za aplikaciju | Pletene linije, nepotpuno punjenje | Mlaz, zarobljavanje zraka |
Vrijeme stvrdnjavanja je parametar s najizravnijim utjecajem na vrijeme ciklusa, a time i učinak proizvodnje. Mora se odrediti reometarskim ispitivanjem specifične gumene smjese koja se koristi, budući da različite formulacije — prirodna guma, EPDM, silikon, NBR, neopren — imaju svoju vlastitu kinetiku vulkanizacije. Pokušaj skraćivanja vremena stvrdnjavanja iznad onoga što dopušta kemijski sastav spoja rezultira nedovoljno stvrdnutim dijelovima koji mogu proći početnu inspekciju, ali prerano otkazati tijekom rada.
Industrije i primjene u kojima se koriste ovi strojevi
Strojevi za injekcijsko prešanje gume služe širokom rasponu industrija u kojima su istovremeno potrebne male tolerancije dimenzija, dosljedna svojstva materijala i velike količine proizvodnje. Automobilski sektor čini veliki udio globalnih kapaciteta za brizganje gume, proizvodeći brtve, brtve, prstenove, prigušivače vibracija, O-prstenove i skidanje vremenskih uvjeta — komponente koje moraju raditi pouzdano u ekstremnim temperaturnim rasponima i dugim životnim vijekom. Gumeni dijelovi za automobile obično su oblikovani od EPDM, NBR ili silikonskih spojeva odabranih zbog njihove otpornosti na specifične tekućine, temperature i uvjete okoline.
Industrija medicinskih uređaja još je jedan veliki korisnik injekcijskog prešanja gume, posebno za silikonske komponente. Injekcijsko prešanje tekuće silikonske gume (LSR) specijalizirana je varijanta procesa koji obrađuje dvokomponentne silikonske sustave stvrdnute platinom, proizvodeći dijelove kao što su kirurške brtve, komponente katetera, respiratorne maske i komponente uređaja za isporuku lijekova. LSR kalupljenje zahtijeva namjenske konfiguracije stroja s hlađenim bačvama za ubrizgavanje — suprotno od konvencionalnog kalupljenja gume — jer se materijal brzo stvrdnjava na temperaturama kalupa, ali se mora držati na hladnom u bačvi kako bi se spriječilo prerano geliranje.
- Automobili: Brtve za vrata i prozore, brtve za motore, izolatori vibracija, komponente kočnica, priključci crijeva i brtve ispod haube za koje je potrebna otpornost na toplinu i tekućinu.
- Medicinski i farmaceutski: Silikonski čepovi za bočice, komponente šprica, implantabilne brtve, membrane respiratornih uređaja i komponente za upravljanje tekućinom koje zahtijevaju biokompatibilnost i otpornost na sterilizaciju.
- Elektronika: Gumbi tipkovnice, brtve konektora, jastučići za prigušivanje vibracija i brtve kućišta koje štite tiskane ploče od vlage i mehaničkih udara.
- Industrijski strojevi: Hidrauličke brtve, pneumatski O-prstenovi, komponente pokretne trake, dijafragme pumpi i spojni elementi koji rade pod stalnim mehaničkim opterećenjem.
- Roba široke potrošnje: Potplati za cipele, ručke, brtve za kuhinjske uređaje, komponente proizvoda za bebe i dijelovi sportske opreme gdje su opipljiva kvaliteta i izdržljivost važni.
Usporedba injekcijskog prešanja gume s prijenosnim i kompresijskim prešanjem
Injekcijsko prešanje gume nije jedini dostupan postupak za proizvodnju gumenih dijelova. Transferno kalupljenje i kompresijsko kalupljenje su starije, jednostavnije alternative koje su i dalje u širokoj upotrebi. Razumijevanje gdje se svaki proces ističe pomaže proizvođačima da odaberu pravu metodu za danu geometriju dijela, zahtjev za volumenom i proračun.
Kompresijski kalup stavlja prethodno izvagani komad nestvrdnute gume izravno u otvorenu šupljinu kalupa, zatim zatvara kalup pod hidrauličkim pritiskom i toplinom. To je najjednostavnija i najjeftinija opcija alata, ali proizvodi više razine bljeskanja, manju konzistentnost dimenzija i dulja vremena ciklusa u usporedbi s ubrizgavanjem. I dalje je praktičan za velike, jednostavne dijelove s malom količinom proizvodnje gdje je opravdanje troškova alata važnije od učinkovitosti vremena ciklusa. Prijenosno kalupljenje koristi lonac i klip za guranje gume iz spremnika kroz otvore za kanale u zatvoreni kalup, nudeći bolju kontrolu dimenzija od kompresije, ali još uvijek stvara otpadni materijal iz lonca za prijenos koji se mora odbaciti. Injekcijsko prešanje eliminira većinu ovog otpada ubrizgavanjem samo potrebnog preciznog volumena ispuha, pruža najkraće i najdosljednije vrijeme ciklusa i proizvodi najveću točnost dimenzija — što ga čini preferiranim postupkom gdje god volumen dijelova i zahtjevi za kvalitetom opravdavaju veće ulaganje u stroj.

Što procijeniti pri odabiru stroja za injekcijsko prešanje gume
Odabir pravog stroja za injekcijsko prešanje gume za određenu primjenu zahtijeva procjenu nekoliko međusobno ovisnih specifikacija, a ne fokusiranje na bilo koji pojedinačni broj kao što je sila stezanja ili veličina udarca zasebno.
- Sila stezanja: Izračunajte potrebnu silu stezanja na temelju projektirane površine šupljine i očekivanog tlaka ubrizgavanja. Uvijek uključite sigurnosnu marginu od najmanje 10-15% iznad izračunatog minimuma kako biste uzeli u obzir varijabilnost procesa.
- Volumen sačme i promjer puža: Kapacitet sačme stroja mora udobno primiti težinu dijela plus težinu sustava klizača bez prekoračenja 80% maksimalnog volumena sačme, što osigurava dosljednu homogenizaciju materijala u svakom ciklusu.
- Sigurnost od opekotina: Procijenite dizajn cijevi stroja i preciznost kontrole temperature. Strojevi namijenjeni toplinski osjetljivim ili brzostvrdnjavajućim spojevima trebaju usko zonsku kontrolu temperature bačve i dizajn vijaka s kratkim vremenom zadržavanja kako bi se spriječilo opekotine.
- Veličina ploče kalupa i dnevno svjetlo: Potvrdite da su dimenzije ploče stroja i maksimalna udaljenost otvaranja kalupa (dnevno svjetlo) kompatibilne s dimenzijama kalupa i visinom dijela pri izbacivanju.
- Sposobnost upravljačkog sustava: Za objekte s više proizvoda, dajte prednost strojevima sa pohranom recepata, bilježenjem procesnih podataka i mogućnošću daljinskog nadzora kako biste podržali sljedivost kvalitete i smanjili vrijeme postavljanja između poslova.