Kako radi stroj za injekcijsko prešanje gume
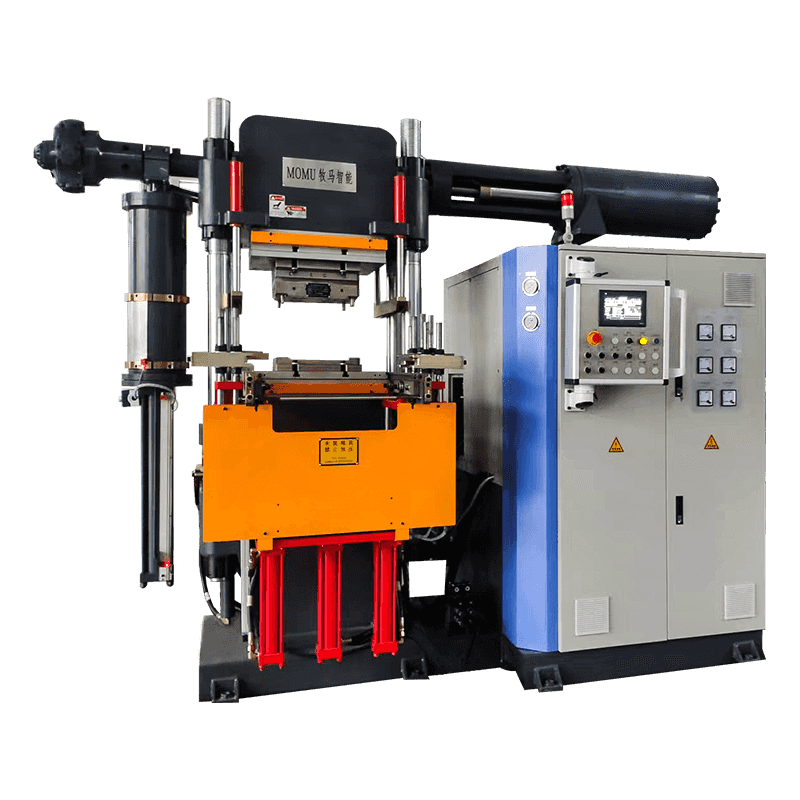
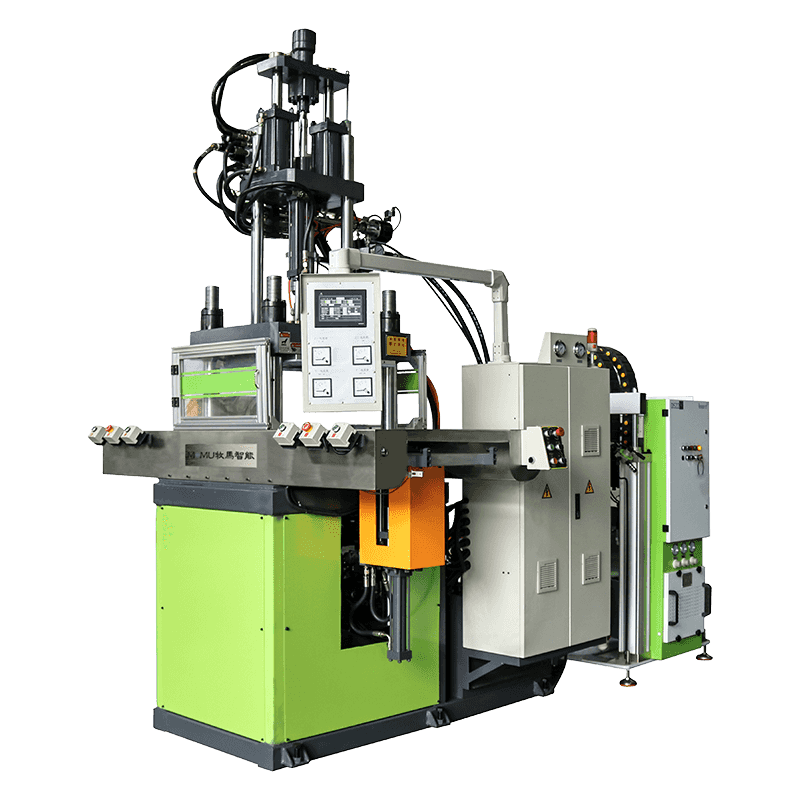
A stroj za brizganje gume transformira sirovu gumenu smjesu u gotove dijelove zagrijavanjem materijala i tjeranjem pod pritiskom u zatvorenu šupljinu kalupa. Za razliku od kompresijskog prešanja, koje stavlja sirovu gumu izravno u otvoreni kalup, injekcijsko prešanje prethodno plastificira gumu u zagrijanoj bačvi prije ubrizgavanja kroz mlaznicu u zatvoreni kalup. Ovaj proces omogućuje kraća vremena ciklusa, strože tolerancije i manje materijalnog otpada, što ga čini posebno pogodnim za proizvodnju velikih količina tehničkih gumenih komponenti.
Gumena smjesa obično se dovodi u stroj u obliku trake ili peleta. Rotirajući vijak ili klip pomiče materijal kroz cijev dok ga grijaći elementi dovode na ispravnu temperaturu obrade. Nakon što guma postigne optimalnu viskoznost, ubrizgava se u šupljinu kalupa gdje se stvrdnjava pod kontroliranom toplinom i pritiskom prije nego što se izbaci kao gotov dio.
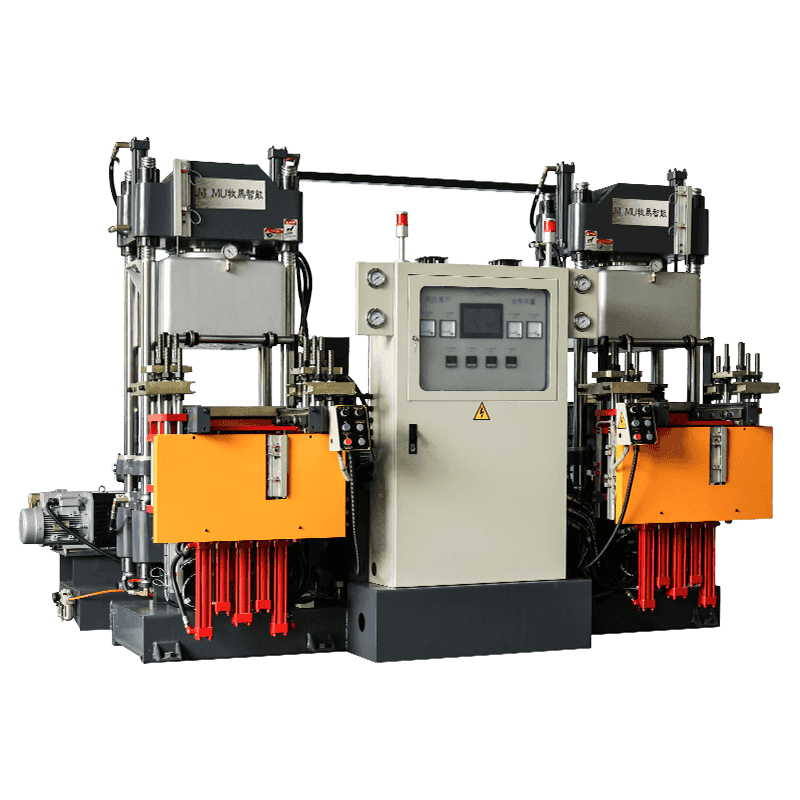
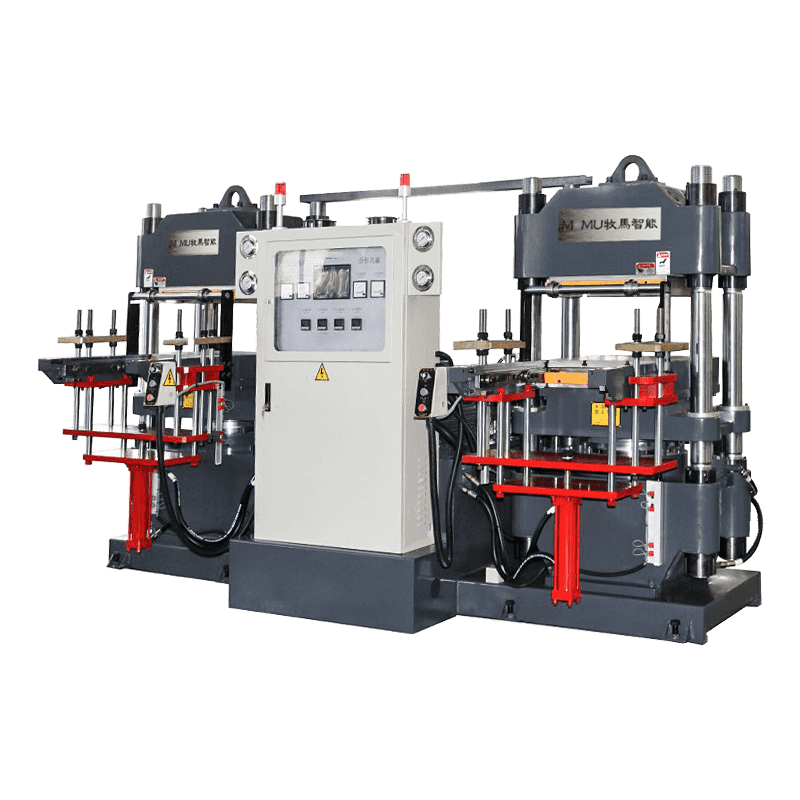
Glavne komponente stroja
Razumijevanje svake glavne komponente pomaže operaterima u otklanjanju problema s proizvodnjom i optimiziranju postavki za različite gumene smjese i geometrije dijelova.
Osnovni dijelovi i njihove funkcije
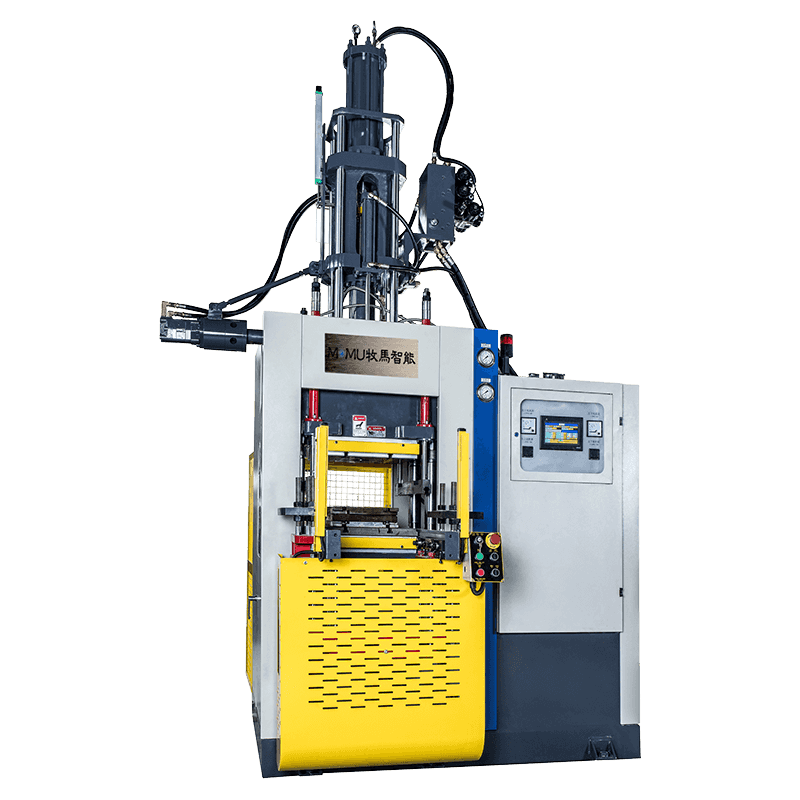
- Jedinica za ubrizgavanje: plastificira i ubrizgava gumenu smjesu u kalup
- Jedinica za stezanje: drži polovice kalupa zajedno pod visokim pritiskom tijekom ubrizgavanja i stvrdnjavanja
- Sustav grijanja: održava preciznu temperaturu bačve i kalupa za dosljedno stvrdnjavanje
- Hidraulički ili električni pogon: pokreće rotaciju vijka, ubrizgavanje i stezanje
- Kontrolni sustav: upravlja temperaturom, tlakom, brzinom ubrizgavanja i vremenom ciklusa
- Sustav izbacivanja: oslobađa gotovi dio iz kalupa nakon stvrdnjavanja
Moderni strojevi sve više koriste električne pogonske sustave umjesto čisto hidrauličkih, nudeći precizniju kontrolu nad brzinom ubrizgavanja i smanjujući potrošnju energije tijekom razdoblja mirovanja između ciklusa.

Usporedba injekcijskog prešanja s drugim metodama prešanja gume
Proizvođači koji odabiru postupak prešanja trebali bi odvagnuti prešanje pod pritiskom u odnosu na prešanje pod pritiskom i prijenosno prešanje, budući da svaka metoda nudi različite prednosti ovisno o složenosti dijela, obujmu proizvodnje i proračunu.
| metoda | Vrijeme ciklusa | Materijalni otpad | Najbolje za |
| Injekcijsko prešanje | brzo | Niska | Složeni dijelovi velike količine |
| Kompresirano kalupljenje | Sporije | viši | Jednostavni oblici, mali volumen |
| Prijenos kalupa | Umjereno | Umjereno | Dijelovi s metalnim umetcima |
Injekcijsko prešanje općenito se pokazuje isplativijim u razmjeru unatoč višim početnim troškovima alata, budući da skraćeno vrijeme ciklusa i manji otpad nadoknađuju početno ulaganje u velike proizvodne serije.
Uobičajene primjene u raznim industrijama
Strojevi za injekcijsko prešanje gume proizvode širok raspon komponenti koje se koriste u automobilskoj, medicinskoj, električnoj i proizvodnji robe široke potrošnje. Proces je posebno cijenjen za dijelove koji zahtijevaju uske tolerancije dimenzija ili dosljedna fizička svojstva u velikim serijama.
Tipični proizvodi proizvedeni injekcijskim prešanjem
- Automobilske brtve, brtve i brtve
- Komponente medicinskih uređaja kao što su brtve i čepovi
- Električni priključci i izolacijski dijelovi
- O-prstenovi i industrijske brtve
- Potrošački proizvodi kao što su ručke, brtve i zaštitni poklopci
Budući da injekcijsko prešanje podržava kalupe s više šupljina, proizvođači mogu proizvesti desetke identičnih dijelova u jednom ciklusu, značajno povećavajući propusnost u usporedbi s postavkama za kompresijsko prešanje s jednom šupljinom.
Ključni čimbenici koji utječu na kvalitetu lijevanog dijela
Postizanje dosljednih gumenih dijelova bez grešaka ovisi o pažljivoj kontroli nekoliko procesnih varijabli tijekom cijele proizvodnje. Mala odstupanja u temperaturi ili tlaku mogu dovesti do nedostataka kao što su bljesak, poroznost ili nepotpuno stvrdnjavanje.
Kritične procesne varijable za praćenje
Tlak i brzina ubrizgavanja određuju koliko potpuno guma ispunjava šupljinu kalupa prije nego što počne stvrdnjavanje, pri čemu nedovoljan pritisak često uzrokuje kratke udarce ili slabe pletene linije. Temperatura bačve i kalupa mora ostati unutar preporučenog raspona proizvođača smjese, budući da pregrijavanje može uzrokovati prerano stvrdnjavanje unutar bačve, poznato kao spaljivanje, dok nedovoljna toplina dovodi do nepotpunog stvrdnjavanja i slabijih mehaničkih svojstava.
Vrijeme stvrdnjavanja također igra značajnu ulogu u kvaliteti dijelova i učinkovitosti proizvodnje. Produljenje vremena stvrdnjavanja preko potrebnog smanjuje propusnost bez poboljšanja performansi dijela, dok prekratko smanjenje riskira nedovoljno stvrdnjavanje dijelova koji ne prođu testiranje trajnosti. Proizvođači obično izvode probne serije s različitim vremenima stvrdnjavanja kako bi identificirali optimalnu ravnotežu između kvalitete i učinkovitosti ciklusa za svaku specifičnu smjesu.
Savjeti za održavanje za dugoročne performanse stroja
Rutinsko održavanje održava učinkovit rad stroja za injekcijsko prešanje gume i pomaže u izbjegavanju neplaniranih zastoja koji mogu poremetiti raspored proizvodnje. Uspostava dosljedne rutine održavanja također produljuje životni vijek kritičnih komponenti kao što su vijci, bačve i kalupi.
Dnevni zadaci trebali bi uključivati čišćenje ostataka gume s mlaznica i površina kalupa, budući da nakupljanje može uzrokovati nedostatke u sljedećim dijelovima i povećati trošenje šupljina kalupa. Tjedne provjere trebale bi provjeriti razine hidrauličke tekućine i pregledati brtve na curenje, budući da su kvarovi hidrauličkog sustava među najčešćim uzrocima neočekivanih zastoja stroja.
Periodična provjera grijaćih elemenata i temperaturnih senzora osigurava točna očitanja, budući da neispravni senzori mogu tiho uzrokovati probleme s kvalitetom mnogo prije nego što izazovu vidljivi kvar. Vođenje detaljne evidencije o održavanju također pomaže u prepoznavanju obrazaca istrošenosti tijekom vremena, omogućujući upraviteljima pogona proaktivno planiranje zamjene dijelova umjesto reaktivnog reagiranja na kvarove.