Što BMC specijalni stroj za kalupljenje zapravo radi
BMC specijalni stroj za kalupljenje dizajniran je posebno za obradu masovne mase za kalupljenje, duroplastičnog materijala izrađenog od nezasićene poliesterske smole pomiješane sa staklenim vlaknima, mineralnim punilima i sredstvima za stvrdnjavanje. Za razliku od strojeva za injekcijsko prešanje opće namjene napravljenih za termoplaste, BMC stroj mora rukovati smjesom nalik pasti ili kitu koja se nepovratno stvrdnjava pod toplinom i pritiskom umjesto da se jednostavno topi i ponovno skrućuje. Ova temeljna kemijska razlika pokreće gotovo svaku dizajnersku odluku u stroju, od geometrije puža do sustava kontrole temperature kalupa.
Ovi se strojevi naširoko koriste za proizvodnju električnih komponenti kao što su kućišta prekidača, dijelovi sklopnih uređaja, izolatori i tijela konektora, kao i automobilskih dijelova kao što su reflektori prednjih svjetala, poklopci motora i toplinski štitovi. Privlačnost BMC-a leži u njegovim izvrsnim električnim izolacijskim svojstvima, otpornosti na toplinu i stabilnosti dimenzija, zbog čega proizvođači ulažu u strojeve izrađene posebno oko ovog materijala, umjesto da prilagođavaju standardne preše za ubrizgavanje.
Osnovne komponente koje izdvajaju BMC strojeve
Jedinica za plastificiranje na BMC posebnom stroju za kalupljenje obično koristi vijak niske kompresije s malom dubinom letenja, budući da se smjesa ne mora rastaliti na način na koji to čine plastične kuglice. Umjesto toga, zadatak vijka je prenijeti i lagano zagrijati materijal bez stvaranja prekomjerne topline smicanja, koja bi mogla izazvati prerano stvrdnjavanje unutar same cijevi. Prekomjerno smicanje jedan je od najčešćih uzroka oštećenja vijka ili bačve na ovim strojevima, tako da su postavke brzine vijka i protutlaka daleko konzervativnije nego na tipičnoj termoplastičnoj preši.
Sam kalup se zagrijava, a ne hladi, obično na temperaturu između 140°C i 170°C, ovisno o specifičnoj formulaciji smole, budući da je stvrdnjavanje kemijska reakcija aktivirana toplinom, a ne skrućivanje potaknuto hlađenjem. Grijanje se obično postiže putem električnih grijača ili kanala za cirkulaciju ulja ugrađenih u kalupne ploče, a precizna, ravnomjerna raspodjela temperature po površini kalupa ključna je za izbjegavanje savijanja ili nepotpunog stvrdnjavanja u debljim dijelovima dijela.
Ključni podsustavi na tipičnom stroju
- Jedinica za ubrizgavanje ili prijenos za punjenje smjese u šupljinu kalupa
- Sustav grijane ploče za održavanje konstantne temperature kalupa
- Stezna jedinica dimenzionirana da izdrži unutarnji pritisak koji nastaje tijekom stvrdnjavanja
- Vakuumski ili ventilacijski sustav za uklanjanje zarobljenog zraka i hlapljivih nusproizvoda
- Automatski sustav izbacivanja dizajniran za nježno rukovanje lomljivim, svježe stvrdnutim dijelovima
Konfiguracije kompresije, prijenosa i injekcijskog prešanja
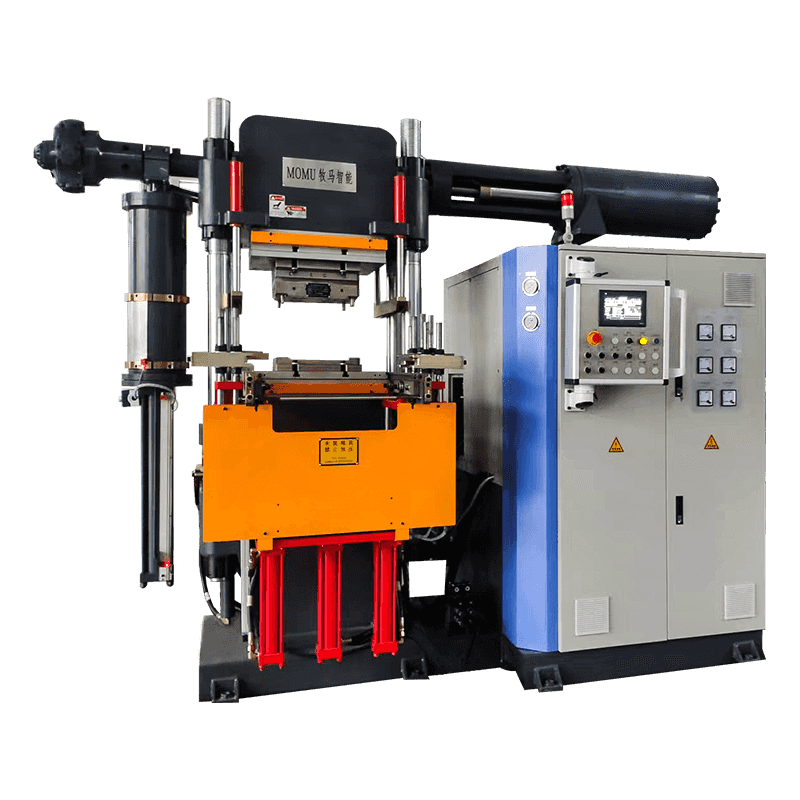
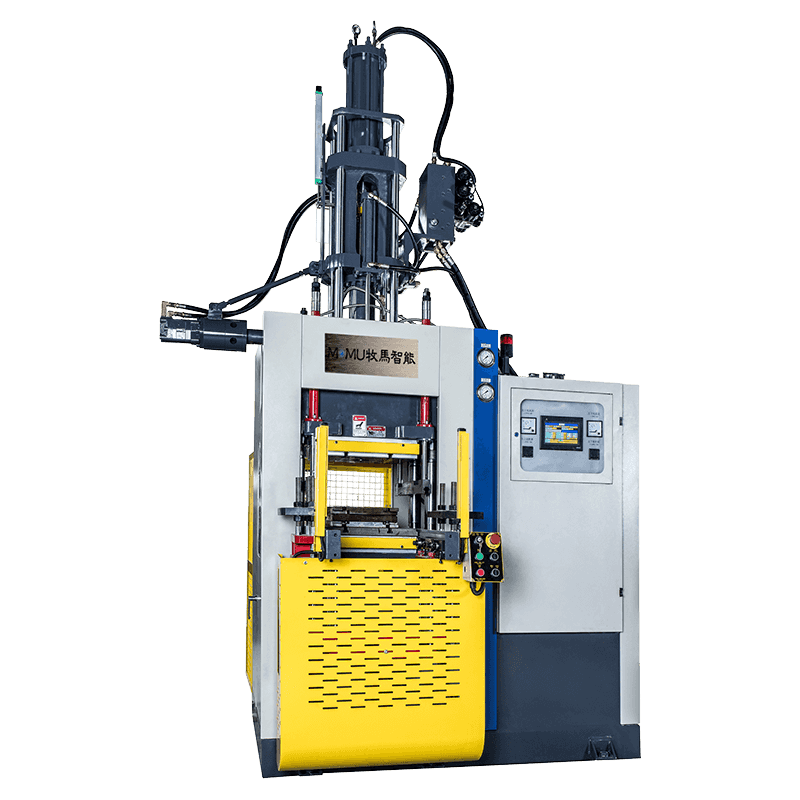
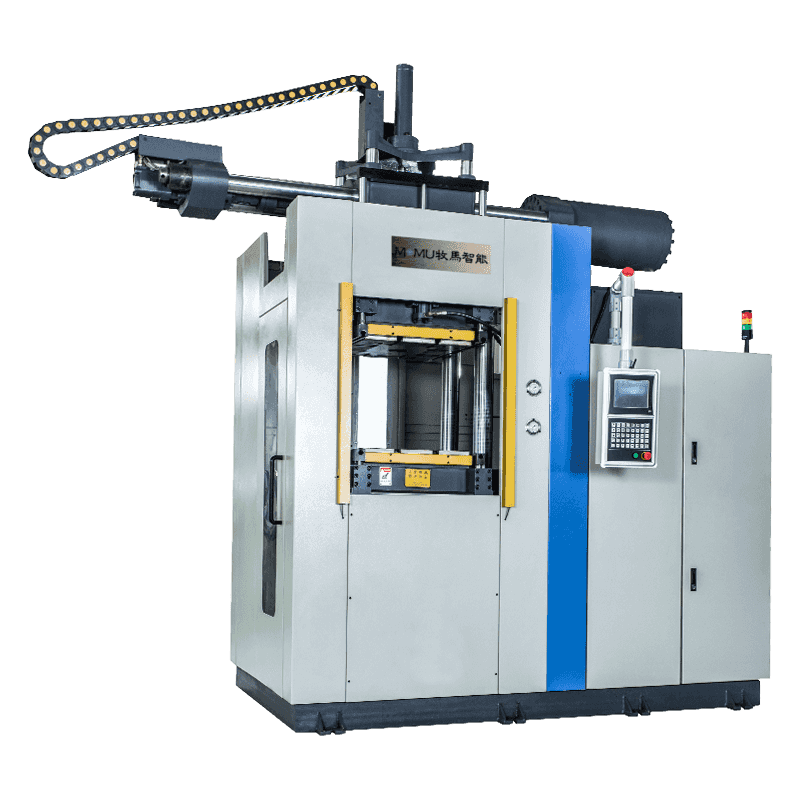
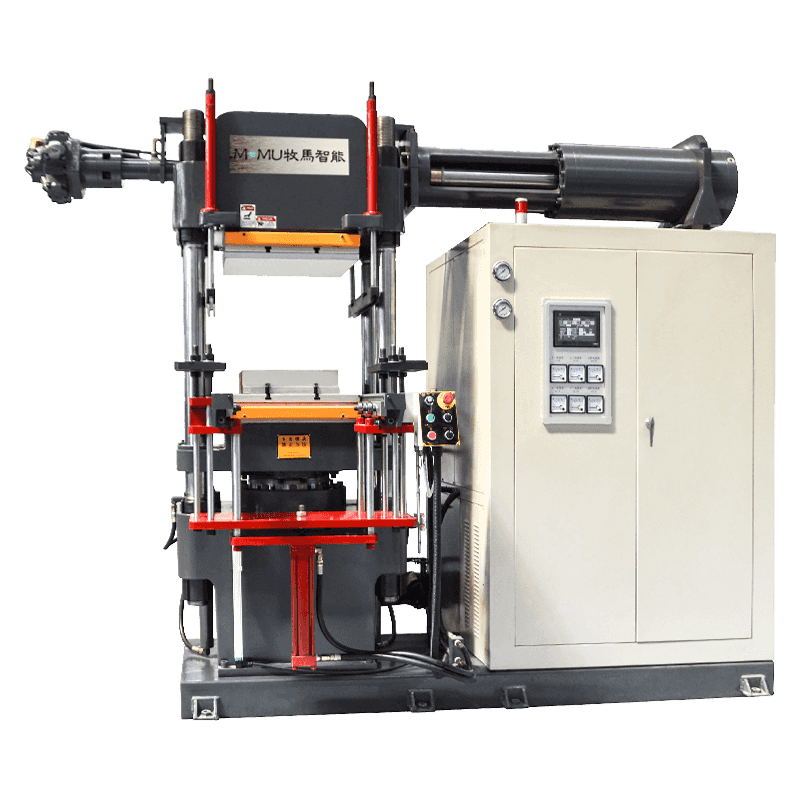
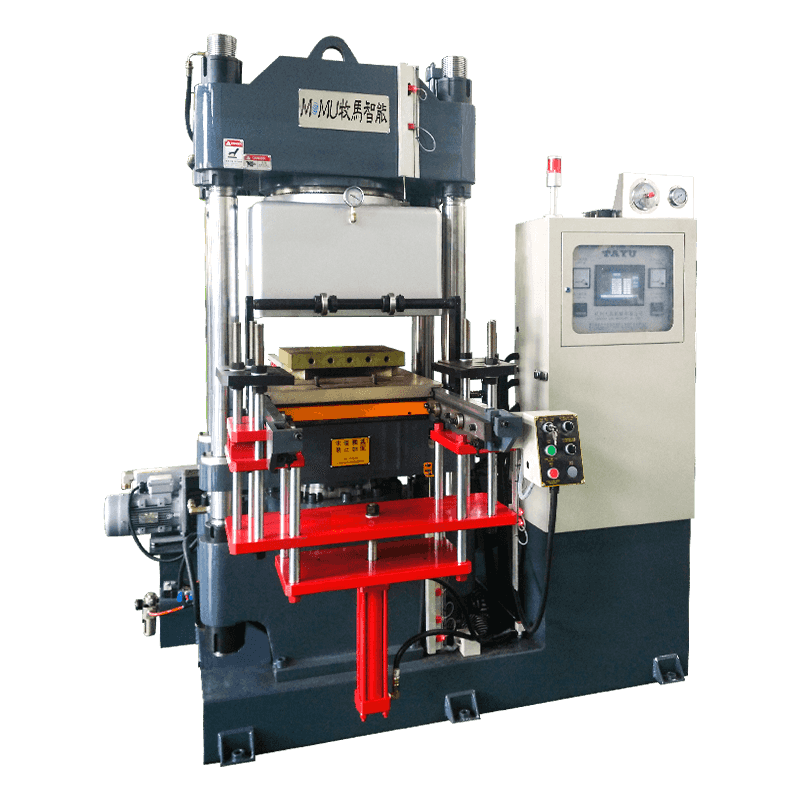
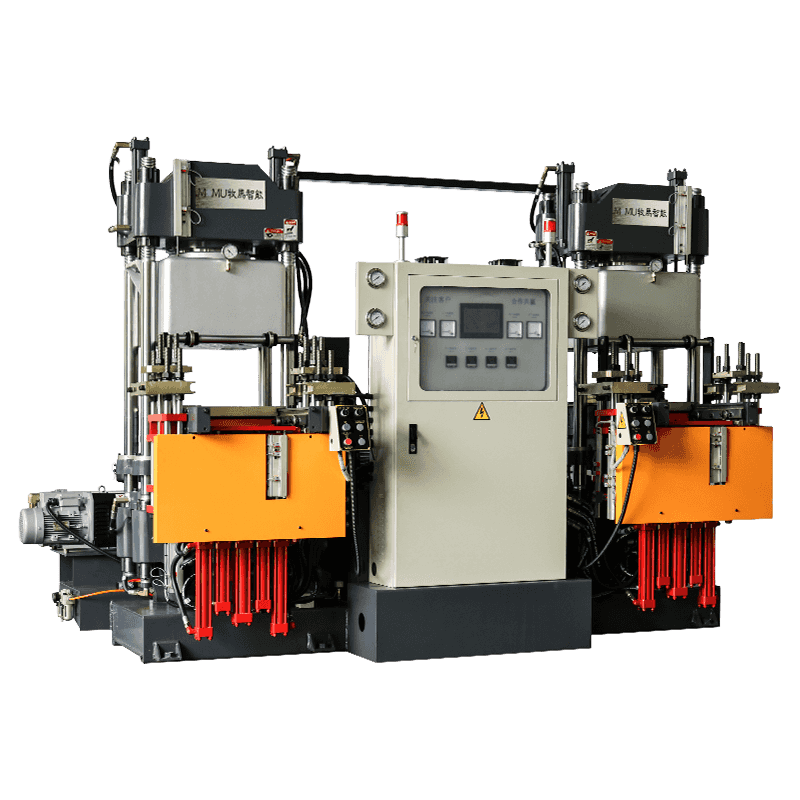
BMC specijalni strojevi za kalupljenje dolaze u tri glavne konfiguracije, od kojih svaka odgovara različitim geometrijama dijelova i obujmu proizvodnje. Preše za kompresijsko kalupljenje jednostavno stavljaju izmjerenu količinu smjese u otvorenu, zagrijanu šupljinu kalupa, zatim zatvore kalup pod visokim pritiskom kako bi prisilile materijal da ispuni oblik dok se stvrdnjava. Ova metoda dobro funkcionira za jednostavnije geometrije i često se bira zbog nižih troškova alata i nježnijeg rukovanja vlaknastim ojačanjem, čime se čuva veća mehanička čvrstoća spoja.
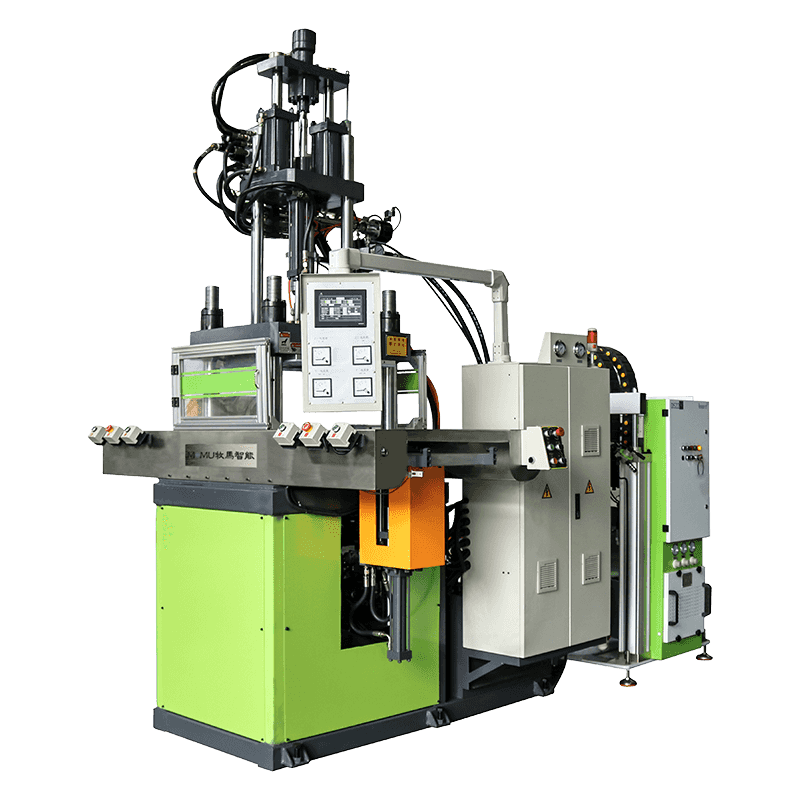
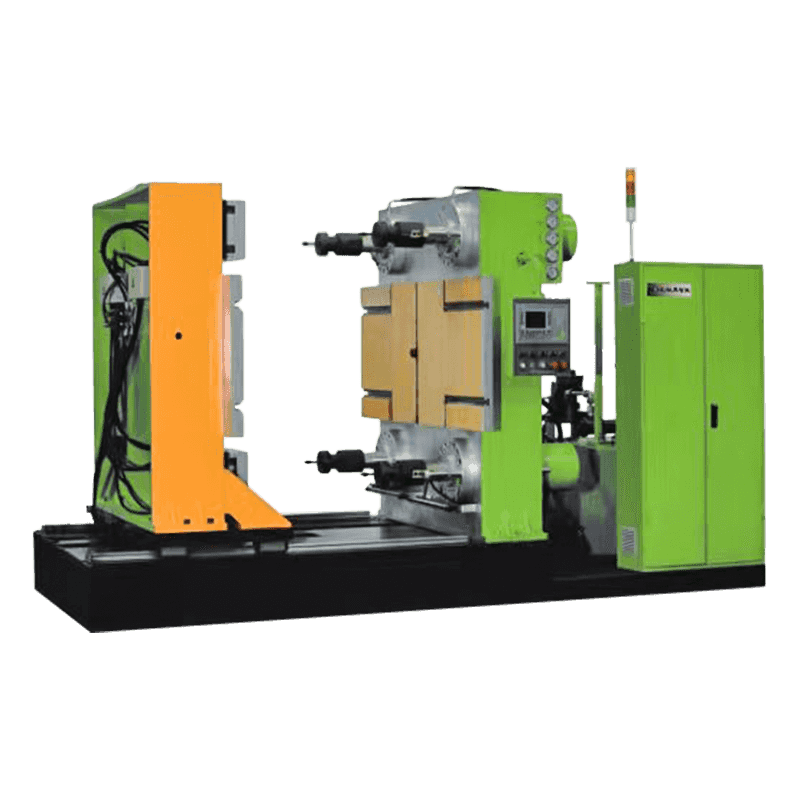
Strojevi za prijenos kalupa koriste zaseban lonac za prethodno zagrijavanje smjese prije nego što je klip gurne kroz vodilice u zatvoreni kalup. To omogućuje složenije geometrije dijelova i bolju kontrolu dimenzija nego ravno kompresijsko kalupljenje, iako izlaže vlaknastu armaturu nešto većem smicanju dok prolazi kroz uske vodilice. Strojevi za injekcijsko prešanje prilagođeni BMC-u idu korak dalje, koristeći klipni vijak za kontinuirano ubacivanje smjese izravno u zatvoreni kalup, što odgovara proizvodnji velikih količina dijelova s umjerenom složenošću.
Odabir između tri metode
| metoda | Najbolje za | Tipično vrijeme ciklusa |
| Kompresija | Jednostavni oblici, dijelovi visoke čvrstoće | 60 do 120 sekundi |
| Prijenos | Umjerene složenosti, umetnute letvice | 45 do 90 sekundi |
| Injekcija | Veliki volumen, složena geometrija | 20 do 60 sekundi |
Ispravno postavljanje proizvodnog ciklusa
Prije pokretanja bilo kakvog proizvodnog ciklusa, operateri bi trebali provjeriti je li se temperatura kalupa stabilizirala u svim zonama, budući da temperaturna razlika od čak pet do deset stupnjeva između dijelova velikog kalupa može uzrokovati neravnomjerno stvrdnjavanje i unutarnje naprezanje. Većina modernih BMC strojeva uključuje regulatore temperature s više zona s neovisnim očitanjima, te je vrijedno provjeriti svaku zonu zasebno umjesto vjerovati jednom prosječnom očitanju.
Težina punjenja je još jedna kritična varijabla. Premalo smjese ostavlja kratke udarce ili praznine na površini, dok previše uzrokuje bljesak i pretjerani gubitak materijala na liniji razdvajanja. Operateri obično određuju ispravnu težinu punjenja kroz niz probnih snimaka, precizno vagajući spoj prije svakog pokušaja i prilagođavajući ga u malim koracima dok se dio potpuno ne napuni uz minimalan bljesak. Nakon što se utvrdi točna težina, treba je dokumentirati i koristiti dosljedno, budući da BMC spoj ne tolerira vrstu prilagodbe u hodu koja je uobičajena kod termoplasta.
Sila stezanja također mora biti usklađena s projiciranom površinom dijela i unutarnjim tlakom koji se stvara tijekom stvrdnjavanja, općenito slijedeći pravilo između 800 i 1500 psi projicirane površine, iako to varira s specifičnom formulacijom spoja i geometrijom dijela. Nedovoljno stezanje dovodi do bljeska i netočnosti dimenzija, dok prekomjerno stezanje može ubrzati trošenje kalupa i spojnih šipki bez poboljšanja kvalitete dijela.
Upravljanje vremenom stvrdnjavanja i učinkovitošću ciklusa
Vrijeme stvrdnjavanja je najveći pojedinačni faktor koji određuje koliko dijelova BMC stroj može proizvesti po satu, a ovisi o debljini dijela, temperaturi kalupa i specifičnom sredstvu za stvrdnjavanje korištenom u formulaciji spoja. Deblji dijelovi zahtijevaju dulje vrijeme stvrdnjavanja jer toplina mora prodrijeti do jezgre prije nego što se reakcija završi u cijelom dijelu, a prerano povlačenje dijela riskira savijanje ili nepotpuna mehanička svojstva čak i ako površina izgleda potpuno stvrdnuta.
Mnogi proizvođači koriste opću smjernicu za stvrdnjavanje u trajanju od otprilike trideset sekundi po milimetru debljine stjenke pri standardnim temperaturama kalupa, iako to uvijek treba provjeriti prema tehničkom listu dobavljača smole, a ne tretirati ga kao univerzalno pravilo. Izvođenje diferencijalnog skenirajućeg kalorimetrijskog testa na novoj šarži spoja može pomoći u potvrdi stvarne kinetike stvrdnjavanja prije nego što se posveti proizvodnom ciklusu, osobito kada se mijenjaju dobavljači ili serije smole.
Čimbenici koji utječu na vrijeme ciklusa
- Debljina dijela stijenke i ukupna masa materijala
- Temperatura površine kalupa i ujednačenost po šupljinama
- Vrsta sredstva za stvrdnjavanje i koncentracija unutar smjese
- Prisutnost metalnih umetaka koji mogu djelovati kao odvodi topline i usporiti lokalno stvrdnjavanje
- Broj šupljina i koliko je smjesa ravnomjerno raspoređena među njima
Uobičajeni nedostaci i njihovi uzroci
Budući da BMC kalupljenje uključuje kemijsku reakciju stvrdnjavanja, a ne jednostavno skrućivanje, nedostaci se često povezuju s toplinskim ili vremenskim problemima, a ne mehaničkim postavkama koje dominiraju u rješavanju problema s termoplastikom. Mjehurići na površini, na primjer, obično nastaju zbog zarobljenih hlapljivih tvari ili zraka koji nisu mogli izaći prije nego što se površina skine, što ukazuje na potrebu za boljom ventilacijom kalupa ili prilagođenim slijedom vakuuma, a ne na promjenu brzine ubrizgavanja.
| kvar | Vjerojatni uzrok | Preporučeni popravak |
| Površinsko stvaranje mjehurića | Zarobljene hlapljive tvari ili zrak | Poboljšajte ventilaciju, prilagodite vrijeme vakuuma |
| Savijanje nakon izbacivanja | Nedovoljno vrijeme stvrdnjavanja ili neravnomjerno zagrijavanje kalupa | Produžite stvrdnjavanje, rebalansirajte zone grijanja |
| Pretjerano bljeskanje | Prenapunjenost ili mala sila stezanja | Smanjite težinu punjenja, provjerite tonažu stezaljke |
| Vidljivost vlakana ili hrapavost | Prekomjerno smicanje tijekom hranjenja | Smanjite brzinu vijka i protutlak |
Prakse održavanja koje produljuju vijek trajanja stroja
Stvrdnuti BMC ostatak zaostao u bačvi, klizačima ili površinama kalupa je abrazivan i može ubrzati trošenje vijaka, kontrolnih prstenova i površina šupljina ako se ne čiste redovito. Većina pogona planira temeljito pročišćavanje i mehaničko čišćenje na kraju svake smjene, koristeći namjenske spojeve za čišćenje dizajnirane da omekšaju ostatke stvrdnute smole bez oštećenja kromiranih površina kalupa.
Trake grijača i termoparove treba provjeravati prema utvrđenom rasporedu, budući da se neispravna zona grijača često prvo pokaže kao suptilno odstupanje kvalitete, a ne kao očita greška stroja. Vođenje dnevnika održavanja koji bilježi očitanja otpora grijača, mjerenja istrošenosti vijaka i trendove hidrauličkog tlaka tijekom vremena znatno olakšava uočavanje problema u razvoju prije nego što prouzroči hrpu otpadnih dijelova.
Stanje hidrauličke tekućine također zaslužuje redovitu pozornost, budući da velike sile stezanja uključene u BMC kalupljenje stalno opterećuju brtve i ventile. Zamjena filtera prema rasporedu i praćenje temperature tekućine tijekom dugih proizvodnih ciklusa pomaže u sprječavanju postupnog pomaka tlaka koji može tiho utjecati na tonažu stezaljke i dimenzije dijelova tijekom tjedana rada.
Odabir pravog stroja za vašu primjenu
Kada procjenjujete BMC specijalni stroj za kalupljenje za kupnju, uskladite tonažu stezanja i veličinu udarca sa svojim najvećim očekivanim dijelom, a ne prosječnim dijelom, budući da je premala veličina stroja za buduće projekte uobičajena i skupa pogreška. Također razmislite naginje li vaša mješavina proizvoda jednostavnim dijelovima visoke čvrstoće koji preferiraju kompresijsko kalupljenje ili složenim geometrijama s umetcima koji favoriziraju konfiguracije prijenosa ili ubrizgavanja.
Na kraju, pažljivo proučite broj zona i odziv sustava kontrole temperature, budući da je nedosljedno zagrijavanje kalupa jedan od najupornijih izvora varijacije kvalitete u BMC proizvodnji. Stroj s finijom kontrolom zona i bržim odzivom grijača općenito će proizvesti konzistentnije dijelove tijekom dugih proizvodnih serija, čak i ako je početni trošak nešto veći od jednostavnije alternative.