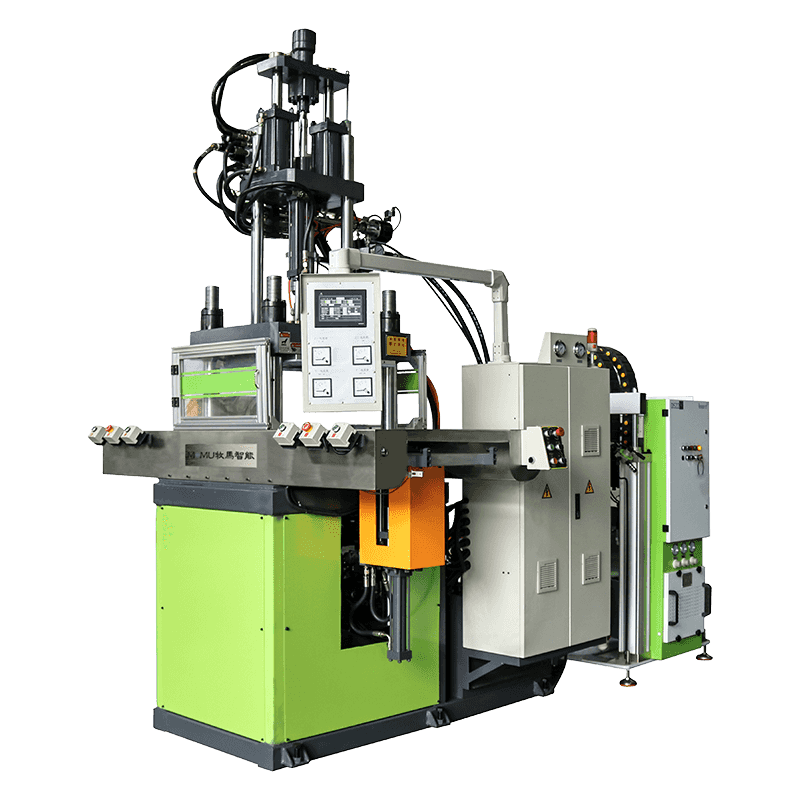
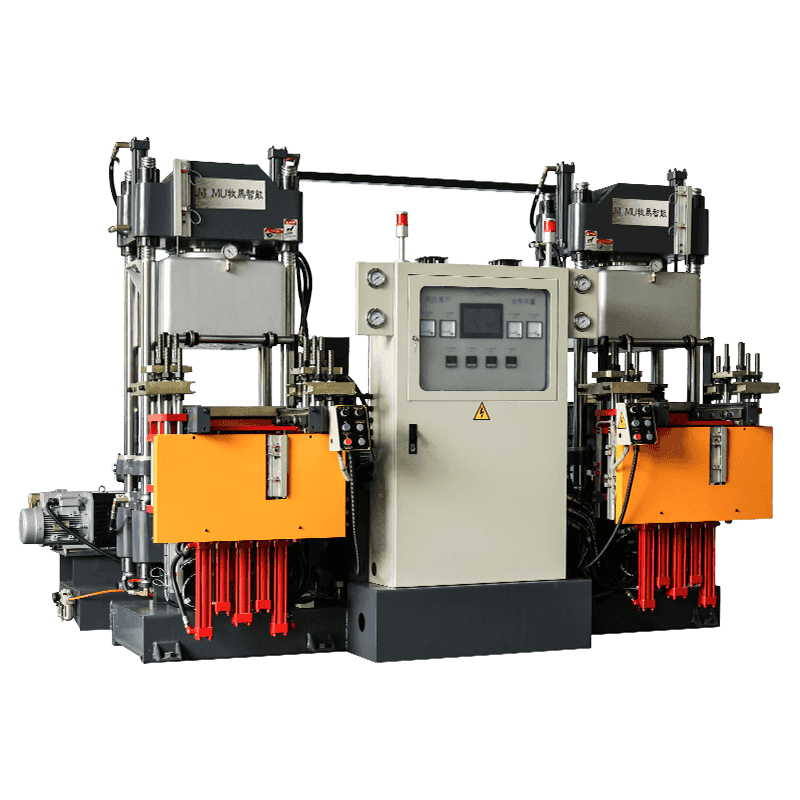
Liquid Silicone Rubber (LSR) injekcijsko prešanje jedan je od najpreciznijih i najsvestranijih proizvodnih procesa dostupnih za proizvodnju fleksibilnih, toplinski otpornih i biokompatibilnih silikonskih komponenti. U središtu ovog procesa je LSR stroj za injekcijsko prešanje — visoko specijalizirani dio opreme koji se bitno razlikuje od standardnih strojeva za injekcijsko prešanje termoplasta. Bilo da procjenjujete LSR obradu za medicinske uređaje, automobilske brtve, proizvode za dojenčad ili potrošačku elektroniku, razumijevanje kako ovi strojevi rade i što ih čini jedinstvenima ključno je za donošenje informiranih proizvodnih odluka.
Po čemu se LSR injekcijsko prešanje razlikuje od standardnog injekcijskog prešanja
Standardno termoplastično injekcijsko prešanje topi čvrste plastične kuglice, ubrizgava rastaljeni materijal u ohlađeni kalup i izbacuje skrutnuti dio. LSR injekcijsko prešanje radi u točno suprotnom toplinskom smjeru. Tekuća silikonska guma je dvokomponentni termoreaktivni materijal koji se može hladno preraditi i koji se skladišti na sobnoj temperaturi i pumpa u zagrijani kalup gdje se umrežava — ili vulkanizira — u svoj konačni čvrsti oblik.
Ovo preokretanje toplinskog procesa ima duboke implikacije na dizajn stroja. Sustav za isporuku materijala mora biti hladan kako bi se spriječilo prerano stvrdnjavanje, dok se kalup mora zagrijati — obično između 150°C i 220°C — kako bi se pokrenula i dovršila reakcija vulkanizacije unutar kontroliranog vremena ciklusa. Svaka komponenta LSR stroja za injekcijsko prešanje konstruirana je oko ove logike procesa hladnog punjenja i vrućeg stvrdnjavanja.
Dodatno, LSR je dvodijelni sustav: komponenta A sadrži osnovni silikonski polimer i platinasti katalizator, dok komponenta B sadrži sredstvo za umrežavanje i pigmente ili druge aditive. Ove dvije komponente moraju se odmjeriti u točnom omjeru 1:1 po volumenu, temeljito izmiješati bez unošenja mjehurića zraka i ubrizgati u kalup prije početka bilo kakvog značajnijeg stvrdnjavanja.

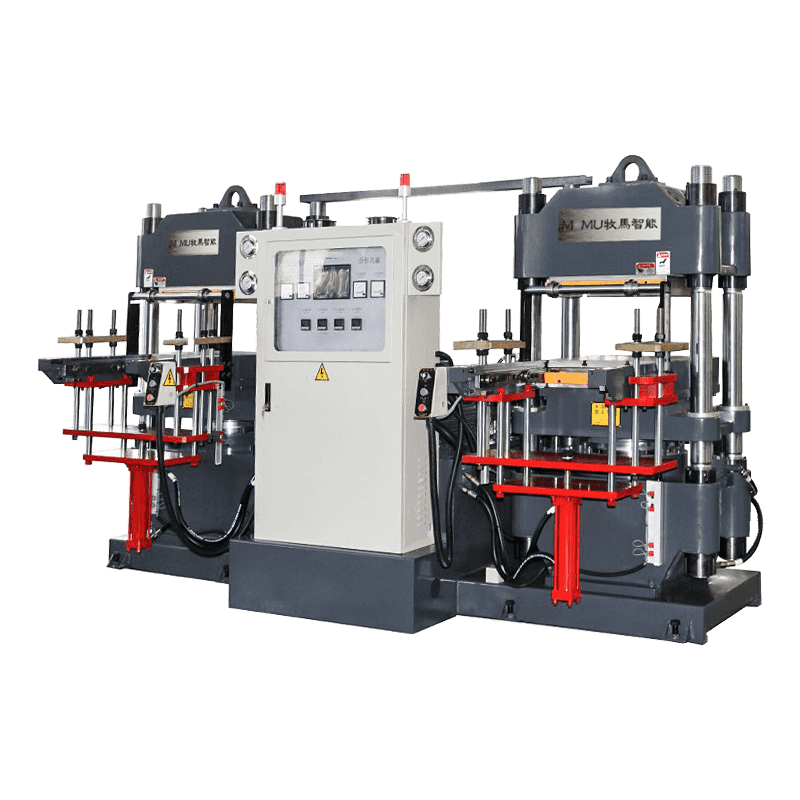
Ključne komponente LSR stroja za injekcijsko prešanje
LSR sustav za injekcijsko prešanje sastoji se od nekoliko integriranih podsustava, od kojih svaki obavlja kritičnu funkciju u isporuci dosljednih silikonskih dijelova bez grešaka.
Jedinica za pumpanje i doziranje bubnja
Jedinica pumpe bubnja izvlači dvije LSR komponente iz njihovih originalnih opskrbnih bubnjeva pomoću pratećih ploča koje pritišću površinu materijala kako bi spriječile gutanje zraka. Svaka se komponenta dovodi kroz zasebnu, precizno kalibriranu mjernu pumpu — obično zupčastu pumpu ili klipnu pumpu — koja kontrolira volumenski protok s velikom točnošću. Omjer između komponente A i komponente B održava se na točno 1:1 tijekom cijele snimke. Svako odstupanje od ovog omjera rezultira nepotpunim stvrdnjavanjem, ljepljivim dijelovima ili smanjenim fizičkim svojstvima u gotovoj komponenti.
Statički i dinamički sustav miješanja
Nakon doziranja, dvije komponente prolaze kroz sustav za miješanje prije ulaska u bačvu za ubrizgavanje. Statički mikseri — spiralni elementi unutar cijevi — stvaraju turbulentno preklapanje koje temeljito miješa komponente bez pokretnih dijelova. Za formulacije koje su kritične prema boji ili formulacije bogate aditivima, mogu se koristiti dinamički mikseri s rotirajućim elementima za intenzivnije miješanje. Sustav za miješanje mora proizvoditi potpuno homogenu smjesu bez zadržavanja zraka, budući da će se svi uključci zraka pojaviti kao praznine ili površinski defekti u kalupljenom dijelu.
Cold Runner Injection Cijev i vijak
Za razliku od termoplastičnih strojeva gdje se bačva grije, LSR bačva za ubrizgavanje se hladi — često vodom ili rashladnim sredstvom — kako bi se održao materijal ispod njegove aktivacijske temperature tijekom doziranja i ubrizgavanja. Vijak u LSR stroju posebno je dizajniran za rukovanje tekućim materijalom niske viskoznosti. Obično ima nizak omjer kompresije i ventil za zatvaranje na vrhu mlaznice kako bi se spriječilo slinjenje silikona niske viskoznosti između injekcija. Kontrola temperature bačve je kritična; čak i blagi porast temperature bačve može započeti prerano umrežavanje koje začepljuje sustav i uzrokuje skupe zastoje.
Grijani kalup i jedinica za stezanje
Kalup u LSR stroju se električnim putem zagrijava na temperaturu vulkanizacije i održava čvrstu toplinsku jednolikost u svim šupljinama. Jedinica za stezanje — koja drži kalup zatvorenim protiv pritiska ubrizgavanja — mora osigurati dovoljnu silu da spriječi bljesak, budući da LSR ima vrlo nisku viskoznost i prodrijet će čak iu male praznine u liniji razdvajanja. Sile stezanja za LSR kalupe izračunavaju se na temelju projektirane površine dijela i tlaka ubrizgavanja, a obično su u rasponu od 50 do 500 tona, ovisno o broju šupljina i geometriji dijela.
LSR proces injekcijskog prešanja korak po korak
Razumijevanje slijeda operacija u LSR ciklusu injekcijskog prešanja pojašnjava zašto je svaka komponenta stroja dizajnirana na način na koji jest.
- Mjerenje materijala: Crpke bubnjeva izvlače komponente A i B iz svojih dovodnih bačvi, a jedinica za doziranje ih isporučuje u sustavu za miješanje u preciznom volumetrijskom omjeru 1:1.
- Miješanje: Dvije komponente se temeljito izmiješaju u statičkoj ili dinamičkoj miješalici, proizvodeći homogenu smjesu bez mjehurića spremnu za ubrizgavanje.
- Doziranje: Mješoviti LSR se dozira u ohlađenu cijev za ubrizgavanje, akumulirajući točan volumen sačme koji je potreban da se popune sve šupljine plus sustav klizača.
- Zatvaranje kalupa: Stezna jedinica zatvara i zaključava kalup pri punoj sili stezanja prije početka ubrizgavanja.
- Injekcija: Vijak napreduje, gurajući LSR kroz sustav hladnog toka u zagrijane šupljine kalupa kontroliranom brzinom i pritiskom.
- Vulkanizacija: Zagrijani kalup pokreće reakciju umrežavanja kataliziranu platinom. Dio se stvrdnjava unutar kalupa tijekom programiranog vremena zadržavanja — obično 15 do 90 sekundi, ovisno o debljini stijenke, stupnju materijala i temperaturi kalupa.
- Otvaranje i vađenje kalupa: Nakon što je stvrdnjavanje završeno, kalup se otvara i dijelovi se izbacuju — bilo ručno, iglama za izbacivanje ili pomoću robotskog sustava za vađenje iz kalupa. Budući da su LSR dijelovi fleksibilni, često se mogu izvaditi iz kalupa iz složenih geometrija što bi bilo nemoguće s krutom termoplastikom.
Usporedba specifikacija LSR stroja za injekcijsko prešanje
| Specifikacija | Tipični raspon | Važnost |
| Sila stezanja | 50-500 tona | Sprječava bljesak na LSR niske viskoznosti |
| Temperatura bačve | 5°C – 25°C (ohlađeno) | Sprječava prerano stvrdnjavanje u bačvi |
| Temperatura kalupa | 150°C – 220°C | Kontrolira brzinu otvrdnjavanja i svojstva dijelova |
| Točnost omjera mjerenja | ±0,5% ili bolje | Osigurava potpuno i dosljedno stvrdnjavanje |
| Glasnoća udarca | 0,1 cm³ – 3000 cm³ | Određuje veličinu dijelova i broj šupljina |
| Vrijeme ciklusa stvrdnjavanja | 15 – 90 sekundi | Utječe na propusnost i troškove proizvodnje |
| Broj šupljina | 1 – 128 (prikaz, stručni). | Skalira izlaz za proizvodnju velikih količina |
Industrije i primjene koje se oslanjaju na LSR strojeve za injekcijsko prešanje
LSR-ova jedinstvena kombinacija svojstava — biokompatibilnost, toplinska stabilnost od -60°C do preko 200°C, električna izolacija, kemijska otpornost i optička čistoća u određenim stupnjevima — čini ga materijalom izbora u širokom rasponu zahtjevnih industrija.
Medicinski i zdravstveni uređaji
LSR se intenzivno koristi u medicinskim primjenama jer se može sterilizirati autoklavom, gama zračenjem ili etilen oksidom bez degradacije. LSR strojevi za injekcijsko prešanje proizvode komponente kao što su respiratorne maske, čepovi štrcaljki, vrhovi katetera, implantabilne brtve, cijevi peristaltičke pumpe i proizvodi za hranjenje dojenčadi. LSR formulacije medicinske kvalitete zadovoljavaju standarde biokompatibilnosti ISO 10993, a zatvorena priroda procesa injekcijskog prešanja bez kontaminacije čini ga prikladnim za proizvodnju u čistim prostorima.
Automobilske komponente
U automobilskom sektoru, LSR se koristi za čizme za svjećice, gumene brtve, brtve konektora, brtve i kućišta senzora koja moraju izdržati ekstremne temperaturne fluktuacije i izloženost uljima i gorivima. Visoka toplinska stabilnost LSR-a čini ga mnogo prikladnijim od konvencionalne gume za komponente motornog prostora koje moraju raditi pouzdano od hladnog pokretanja do visokih radnih temperatura.
Potrošačka elektronika i nosivi uređaji
Remenčići za pametne satove, vrhovi za umeće u ušima, membrane gumba, vodootporne brtve za pametne telefone i membrane tipki tipkovnice obično se proizvode pomoću LSR injekcijskog prešanja. Sposobnost oblikovanja LSR-a u složene geometrije s uskim tolerancijama — iu bilo kojoj boji — čini ga idealnim za potrošačke proizvode gdje su i izvedba i estetika važni.
Proizvodi koji dolaze u dodir s hranom
Bradavice za bočice za bebe, dude, grickalice i brtve za kuhinjske aparate za hranu proizvode se u LSR-u jer materijal ne sadrži BPA, ftalate i druge štetne plastifikatore. Podnosi ponovljene cikluse sterilizacije, održava fleksibilnost na niskim temperaturama i ne upija okuse ili mirise — sva kritična svojstva za primjenu u kontaktu s hranom i za dojenčad.
Čimbenici koje treba uzeti u obzir pri odabiru LSR stroja za injekcijsko prešanje
Odabir pravog LSR stroj za injekcijsko prešanje zahtijeva pažljivu procjenu vaših specifičnih proizvodnih zahtjeva, karakteristika materijala i ciljeva kvalitete. Kupnja pogrešnog stroja za vašu primjenu rezultira nedostacima u kvaliteti, prekomjernim otpadom i poteškoćama u ispunjavanju proizvodnih ciljeva.
- Veličina dijela i težina udarca: Jedinica za ubrizgavanje stroja mora biti dimenzionirana da isporuči precizan volumen brizganja koji je potreban za vaš broj dijelova i šupljina. Predimenzionirane jedinice za ubrizgavanje smanjuju točnost doziranja za male dijelove; premale jedinice ne mogu ispuniti velike kalupe ili kalupe s više šupljina.
- Točnost mjerenja: Za kritične primjene kao što su medicinski dijelovi ili dijelovi koji dolaze u dodir s hranom, potrebna je točnost mjerenja od ±0,5% ili bolja. Provjerite specifikaciju mjernog sustava i zatražite od dobavljača dokumentirane podatke o mogućnostima procesa.
- Hladni ili otpadni sustav: Sustavi hladnog kanala za LSR (koji održavaju materijal kanala nestvrdnutim i koji se može reciklirati ili ponovno ubrizgati) značajno smanjuju materijalni otpad i standardni su na strojevima za proizvodnju velikih količina. Potvrdite kompatibilnost sustava klizača s vašim dizajnom kalupa.
- Kompatibilnost čistih soba: Za proizvodnju medicinskih uređaja, stroj mora biti kompatibilan s instalacijom u čistim sobama — površine od nehrđajućeg čelika ili obložene površine, minimalno stvaranje čestica i kompatibilnost s ogrtačima za čiste prostore i protokolima za pristup.
- Integracija automatizacije: LSR proizvodnja velikih količina ima značajne koristi od integriranog robotskog vađenja iz kalupa, sustava vizualne inspekcije i rukovanja dijelovima na pokretnoj traci. Prije kupnje potvrdite kompatibilnost sučelja stroja s vašim zahtjevima za automatizaciju.
- Sposobnost vakuumske ventilacije: Za dijelove koji zahtijevaju izuzetnu kvalitetu površine ili za obradu LSR-a optičke kvalitete, šupljina kalupa mora se isprazniti prije ubrizgavanja kako bi se uklonio zarobljeni zrak. Potvrdite da dizajn stroja i kalupa podržava vakuumsku ventilaciju ako je to potrebno za vašu primjenu.
Prednosti LSR strojeva za injekcijsko prešanje u odnosu na alternativne metode obrade silikona
LSR injekcijsko prešanje natječe se s kompresijskim prešanjem i prijenosnim prešanjem kao metodama za proizvodnju dijelova od silikonske gume. Svaka metoda ima svoje mjesto, ali LSR injekcijsko prešanje nudi značajne prednosti za srednje do velike količine proizvodnje preciznih komponenti.
- Vrijeme ciklusa: Vremena ciklusa LSR injekcijskog prešanja znatno su kraća od kompresijskog prešanja, posebno za dijelove s tankim stijenkama, što omogućuje mnogo veći protok po smjeni.
- Konzistentnost dimenzija: Zatvoreni, automatizirani proces ubrizgavanja proizvodi daleko strože tolerancije dimenzija od procesa kompresije otvorenog kalupa, na što utječe varijabilnost operatera u postavljanju materijala i zatvaranju kalupa.
- Materijalni otpad: Hladni LSR sustavi ubrizgavanja ne stvaraju praktički nulti materijalni otpad jer se nestvrdnuti materijal ubrizgava ponovno. Kompresija i prijenosno kalupljenje stvaraju značajan otpad i otpad od klizača.
- Potencijal automatizacije: LSR injekcijsko prešanje potpuno je kompatibilno s robotskom automatizacijom, omogućujući proizvodnju bez rasvjete za dijelove velike količine. Kompresirano prešanje je samo po sebi radno intenzivnije.
- Višekomponentno oblikovanje: LSR stroj za injekcijsko prešanjes can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Održavanje i radna razmatranja za LSR strojeve
LSR strojevi za injekcijsko prešanje zahtijevaju disciplinirano održavanje kako bi se spriječilo nakupljanje materijala, stvrdnjavanje unutar bačve i pomicanje doziranja. Na kraju svake proizvodne serije, sustav za isporuku materijala mora se temeljito očistiti sredstvom za ispiranje ili neutralnom silikonskom bazom kako bi se uklonio sav miješani LSR prije nego što se stvrdne unutar linija, miješalice ili bačve. Stvrdnuti silikon unutar sustava ubrizgavanja izuzetno je teško ukloniti i obično zahtijeva potpuno rastavljanje zahvaćenih komponenti.
Pumpe za doziranje treba redovito kalibrirati - barem tijekom svake izmjene materijala - kako bi se potvrdilo da se omjer 1:1 točno održava. Regulatori temperature kalupa i grijaći elementi trebaju se povremeno provjeravati zbog kalibracijskog pomaka i razvoja vrućih točaka, budući da nejednake temperature kalupa proizvode nedosljedno stvrdnjavanje i iskrivljenje dijelova. S odgovarajućim protokolima održavanja na mjestu, dobro specificirani LSR stroj za injekcijsko prešanje će dugi niz godina isporučivati pouzdanu, visokokvalitetnu proizvodnju.