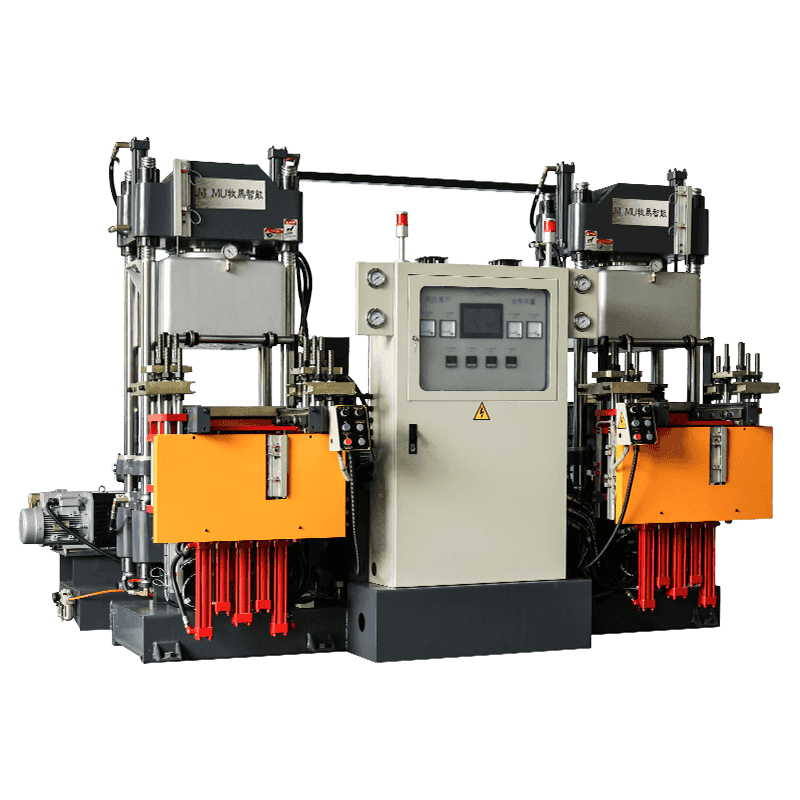
Što je stroj za stezanje kalupa od tekućeg silikona i zašto je bitan?
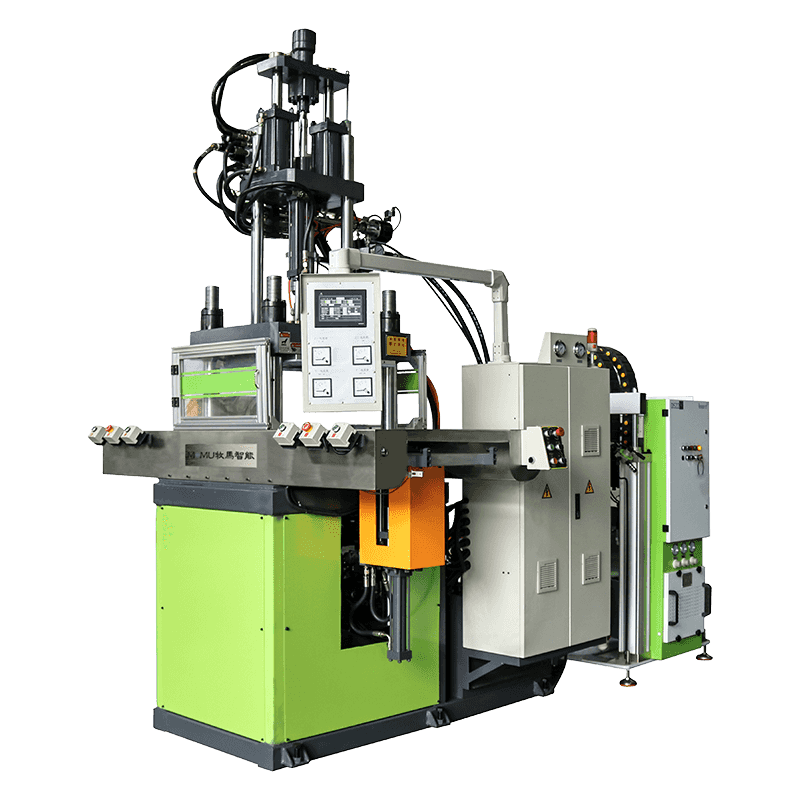
A stroj za stezanje kalupa od tekućeg silikona — obično se naziva LSR (Liquid Silicone Rubber) stroj za injekcijsko prešanje s integriranim sustavom stezanja — specijalizirani je dio proizvodne opreme dizajniran za preradu dvokomponentne tekuće silikonske gume u precizno oblikovane dijelove. Za razliku od konvencionalnih strojeva za injekcijsko prešanje termoplasta, LSR strojevi moraju rukovati materijalom koji se hladno ubacuje u zagrijanu šupljinu kalupa, gdje prolazi kroz reakciju vulkanizacije (otvrdnjavanja), a ne kroz skrućivanje temeljeno na hlađenju. Jedinica za stezanje igra ključnu ulogu u ovom procesu održavajući preciznu, dosljednu silu zatvaranja kalupa tijekom ciklusa ubrizgavanja, punjenja i stvrdnjavanja — sprječavajući bljesak, osiguravajući točnost dimenzija i štiteći kalup od oštećenja uzrokovanih unutarnjim pritiskom ubrizgavanja.
Važnost steznog sustava pojačana je u obradi tekućeg silikona jer LSR ima iznimno nisku viskoznost u usporedbi s termoplastikom — često u rasponu od 100 000 do 300 000 mPa·s prije stvrdnjavanja. Ova niska viskoznost znači da materijal lako teče u najmanje razmake između rastavnih površina kalupa, čineći čak i manje nedostatke sile stezanja trenutačno vidljivima kao bljeskalice na površini dijela. Ispravno specificiran i kalibriran stroj za stezanje eliminira ovaj rizik dok istovremeno omogućuje konfiguracije alata s velikom šupljinom koje povećavaju učinkovitost proizvodnje.
Osnovne komponente i način na koji sustav stezanja funkcionira
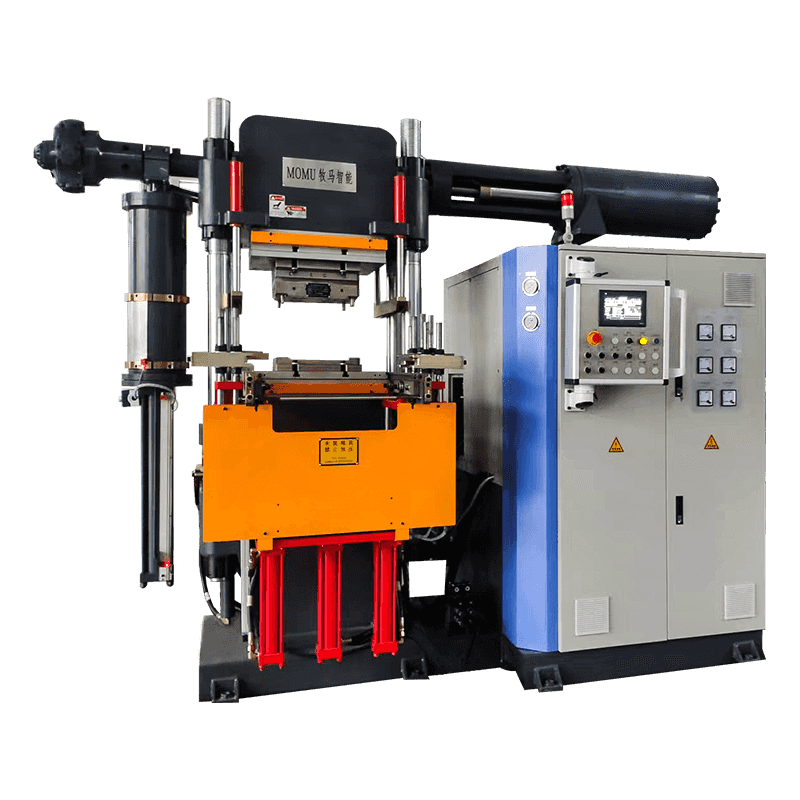
Razumijevanje arhitekture stroja za stezanje kalupa od tekućeg silikona pomaže proizvođačima u donošenju informiranih odluka o kupnji i radu. Stroj se sastoji od dva integrirana podsustava: jedinice za ubrizgavanje, koja mjeri, miješa i ubrizgava dvokomponentni LSR, i jedinice za stezanje, koja otvara, zatvara i zaključava kalup pod kontroliranom silom. Za primjene tekućeg silikona, oba podsustava moraju zadovoljiti standarde znatno zahtjevnije od onih za standardne termoplastične strojeve.
Stezna jedinica
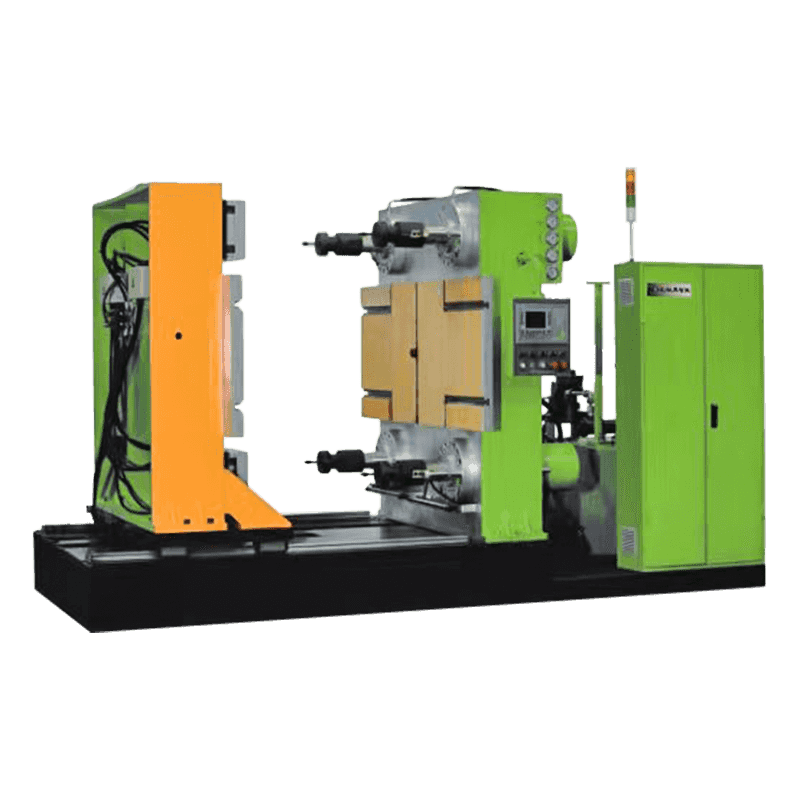
Jedinica za stezanje sastoji se od stacionarne ploče, pokretne ploče, spona (ili okvira bez spone u nekim izvedbama) i steznog aktuatora — koji može biti hidraulički, mehanički ili servo-električni, ovisno o dizajnu stroja. Pokretna ploča putuje duž spojnih šipki ili okvirnih vodilica za otvaranje i zatvaranje kalupa. Nakon što je kalup potpuno zatvoren, pokretač stezanja primjenjuje nazivnu silu stezanja — mjereno u kilonewtonima (kN) ili tonama — kako bi spojio polovice kalupa zajedno protiv tlaka ubrizgavanja koji ih prisiljava da ih odvoji tijekom punjenja materijalom.
Za LSR obradu, jedinica za stezanje također mora prihvatiti grijani kalup (obično se održava na 170-220°C), dok sustav za ubrizgavanje ostaje hladan (5-15°C). Ovaj toplinski kontrast znači da konstrukcija okvira stroja i ploče mora uzeti u obzir različito toplinsko širenje kako bi se održala paralelnost i dosljedna raspodjela sile stezanja po površini kalupa — što je ključno za postizanje jednolikih dijelova bez plamena u alatima s više šupljina.
Jedinica za ubrizgavanje i doziranje
Jedinica za ubrizgavanje za LSR strojeve bitno se razlikuje od termoplastičnih jedinica. Sastoji se od dvokomponentnog pumpnog i mjernog sustava — obično 1:1 volumetrijskog omjera komponente A (osnovni polimer) i komponente B (poprečno povezivač/katalizator) — kombiniranih u statičkoj ili dinamičkoj miješalici prije ulaska u hladnu bačvu i puž za ubrizgavanje. Sustavi za doziranje pigmenata mogu se integrirati u liniji za obojene LSR dijelove. Vijak za ubrizgavanje se hladi kako bi se spriječila preuranjena vulkanizacija u cijevi, a mlaznica uključuje ventil za zatvaranje igle kako bi se spriječilo slinjenje između hitaca.
Ključne tehničke specifikacije koje treba procijeniti pri odabiru stroja
Odabir stroja za stezanje kalupa od tekućeg silikona zahtijeva pažljivu procjenu nekoliko međusobno ovisnih tehničkih parametara. Premalo dimenzioniranje bilo koje pojedinačne specifikacije u odnosu na vaše zahtjeve alata i proizvodnje može rezultirati trajnim problemima kvalitete ili oštećenjem stroja. Sljedeća tablica sažima najkritičnije specifikacije i njihovu praktičnu važnost:
| Specifikacija | Tipični raspon | Zašto je važno |
| Sila stezanja | 50 – 4.000 kN | Mora premašiti predviđeni tlak u šupljini kako bi se spriječio bljesak |
| Veličina ploče | 200×200 mm – 1000×1000 mm | Određuje maksimalne dimenzije baze kalupa |
| Otvaranje dnevnog svjetla | 200 – 800 mm | Mora se prilagoditi visini kalupa plus hodu vađenja iz kalupa |
| Volumen injekcije | 2 – 3.000 cm³ | Mora odgovarati ukupnoj težini udarca uključujući trkače |
| Točnost mjerenja | ±0,5% ili bolje | Osigurava dosljedan omjer A:B i ujednačenost stvrdnjavanja |
| Kontrola temperature kalupa | Do 250°C | Kontrolira brzinu stvrdnjavanja i kvalitetu dijelova |
| Temperatura cijevi/mlaznice | 5 – 20°C (ohlađeno) | Sprječava preuranjenu vulkanizaciju u dovodnom sustavu |
| Tip steznog pogona | Hidraulički / preklopni / servo-električni | Utječe na preciznost, potrošnju energije i zahtjeve za održavanjem |
Hidraulično nasuprot zakretnom nasuprot potpuno električnom stezanju: odabir pravog pogona
Odabir tipa pogona za stezanje jedna je od najkonzekventnijih odluka pri odabiru stroja za stezanje kalupa od tekućeg silikona. Svaka pogonska tehnologija nudi različit skup kompromisa u smislu konzistentnosti sile, energetske učinkovitosti, preciznosti i zahtjeva za održavanjem — a sve to ima značajne implikacije posebno za LSR obradu.
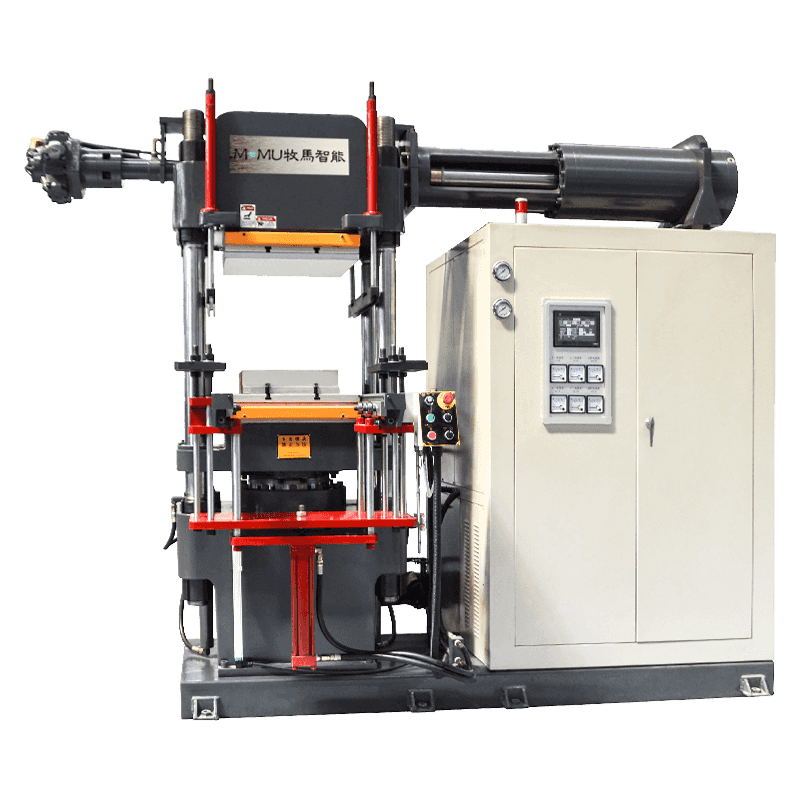
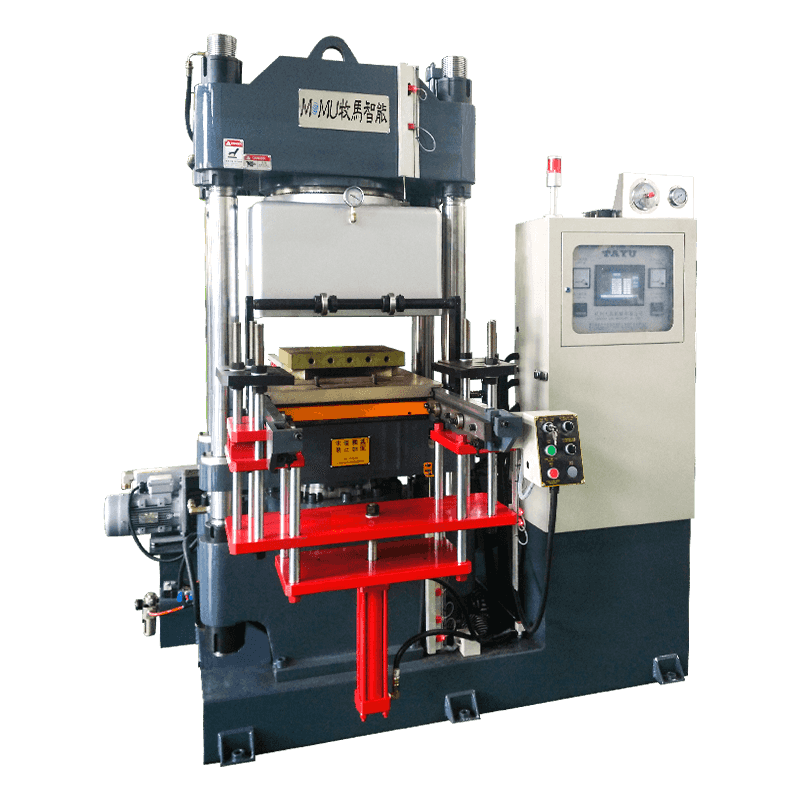
Hidrauličko stezanje
Hidraulički sustavi stezanja koriste ulje pod tlakom za izravno pokretanje steznog cilindra. Nude velike sile stezanja u okvirima kompaktnih strojeva, što ih čini prikladnima za LSR strojeve velike tonaže koji proizvode dijelove koji zauzimaju veliku površinu kao što su automobilske brtve, brtve ili velika kućišta medicinskih uređaja. Hidraulički sustavi omogućuju glatku, kontinuiranu primjenu sile i relativno su tolerantni na neusklađenost kalupa. Međutim, oni kontinuirano troše energiju za održavanje hidrauličkog tlaka, generiraju toplinu kojom se mora upravljati i zahtijevaju redovito održavanje hidrauličke tekućine i inspekcije brtvila kako bi se spriječila kontaminacija - problem u proizvodnji LSR-a u čistim sobama za medicinske ili prehrambene primjene.
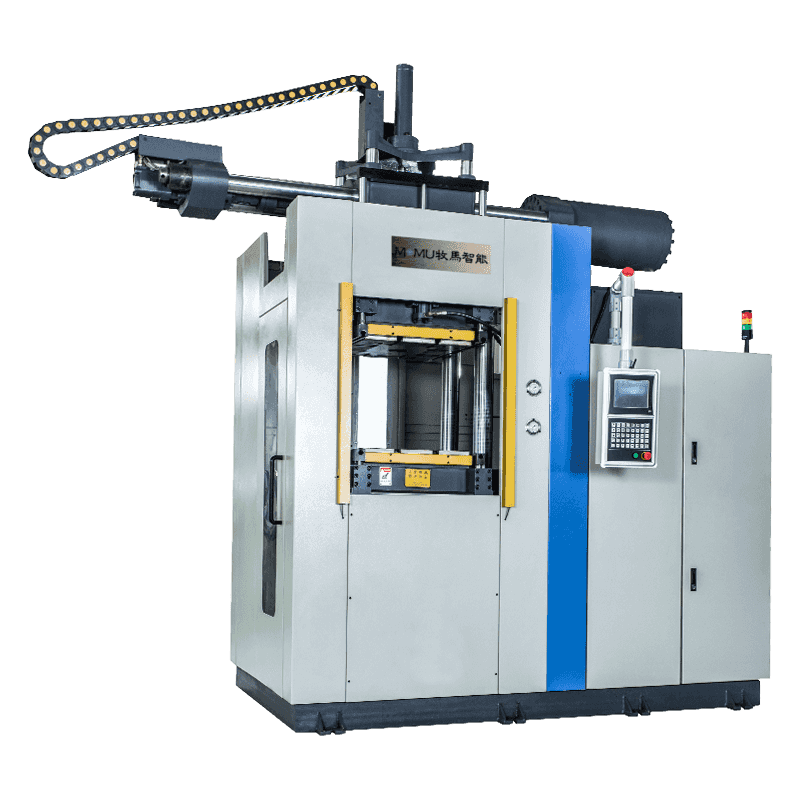
Preklopno stezanje
Mehanizmi za zakretanje koriste mehanički sustav povezivanja pokretan hidrauličkim ili servo aktuatorom za geometrijsko povećanje sile kako se zaklopke približavaju svom potpuno ispruženom (zaključanom) položaju. Ovaj dizajn pruža vrlo visoku silu stezanja na kraju hoda s relativno malim naporom pokretača, što ga čini energetski učinkovitim za primjene s visokim ciklusom. Preklopni strojevi naširoko se koriste u srednjoj do velikoj LSR proizvodnji i nude brza vremena ciklusa sušenja. Primarno ograničenje je da je sila stezanja osjetljiva na visinu kalupa — podešavanja se moraju izvršiti točno kada se kalupi mijenjaju kako bi se osiguralo da poluga dosegne potpuno izvlačenje na ispravnoj točki zatvaranja kalupa, što zahtijeva pažljive postupke postavljanja.
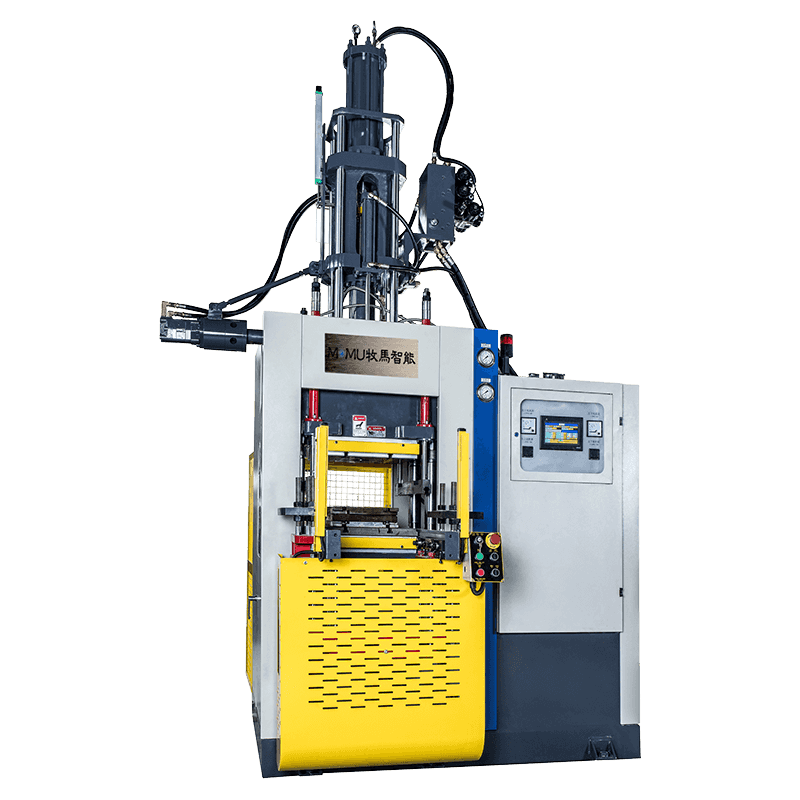
Potpuno električno (servo-električno) stezanje
Potpuno električni strojevi za stezanje koriste servo motore koji pokreću mehanizme kugličnog navrtanja za otvaranje, zatvaranje i primjenu sile stezanja. Ova tehnologija pruža najviše razine ponovljivosti i pozicione preciznosti — kritično za LSR dijelove niske tolerancije koji se koriste u medicinskim uređajima, optičkim komponentama i aplikacijama za mikroprešanje. Potpuno električni strojevi troše energiju samo kada su u pokretu, ne stvaraju hidrauličku toplinu i ne proizvode rizik od kontaminacije uljem, što ih čini preferiranim izborom za okruženja čistih soba klase ISO. Njihova viša početna nabavna cijena obično se s vremenom kompenzira nižim operativnim troškovima, smanjenim održavanjem i vrhunskom dosljednošću procesa.

Industrije i primjene koje se oslanjaju na LSR strojeve za stezanje
Strojevi za stezanje kalupa od tekućeg silikona služe iznimno raznolikom rasponu industrija, potaknuti LSR-ovom jedinstvenom kombinacijom biokompatibilnosti, toplinske stabilnosti, električne izolacije i trajnosti. Razumijevanje koje se industrije najviše oslanjaju na ovu tehnologiju pomaže kontekstualizirati zahtjeve za performansama strojeva koji su najvažniji u svakom sektoru.
- Medicinski uređaji i zdravstvena njega: LSR je usklađen s FDA-om, može se autoklavirati i biokompatibilan, što ga čini nezamjenjivim za proizvodnju respiratornih maski, komponenti katetera, membrana ventila, brtvila za štrcaljke, vrhova za uši za slušna pomagala i drški za kirurške instrumente. Strojevi koji se koriste u ovom sektoru moraju zadovoljiti standarde kompatibilnosti čistih soba i omogućiti potpunu sljedivost procesnih parametara.
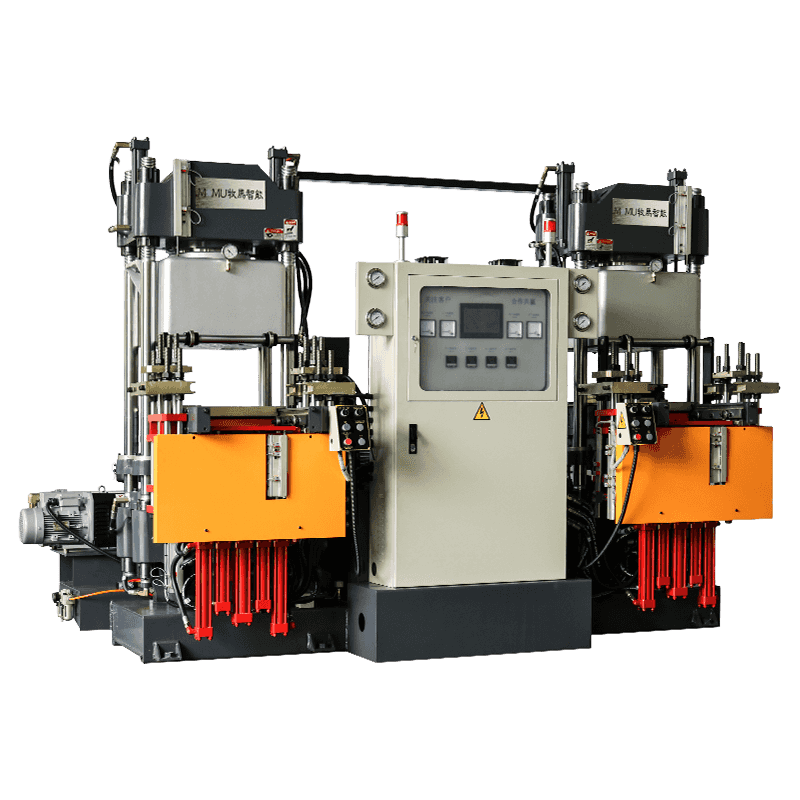
- Automobili: Sustavi za brtvljenje, poklopci za svjećice, brtve konektora i kućišta senzora izrađeni od LSR-a zahtijevaju proizvodnju velikih količina s malim tolerancijama dimenzija. Alati s vrućim kanalima s više šupljina koji rade na strojevima za stezanje velike tonaže standard su u objektima dobavljača prve razine za automobile.
- Proizvodi za bebe i dojenčad: Bradavice za bočice, dude, prstenovi za zube i dodaci za hranjenje proizvode se od LSR-a za hranu na strojevima koji su potvrđeni da zadovoljavaju sigurnosne standarde kao što su FDA 21 CFR i EU 10/2011 za materijale koji dolaze u dodir s hranom.
- Potrošačka elektronika: Vodootporne brtve za pametne telefone, pametne satove i slušalice; membrane prekidača tipkovnice; i komponente nosivih uređaja koji dolaze u dodir s kožom sve se više proizvode od LSR-a zbog njegove izdržljivosti i taktilnih svojstava.
- Industrijsko brtvljenje i kontrola tekućine: O-prstenovi, dijafragme i prilagođene brtve za pumpe, ventile i opremu za kemijsku obradu imaju koristi od otpornosti LSR-a na ekstremne temperature (-60°C do 230°C), UV zračenje i agresivne kemikalije.
Parametri procesa koji izravno utječu na izvedbu stezanja i kvalitetu dijelova
Čak i najpreciznije specificirani stroj za stezanje kalupa od tekućeg silikona proizvest će neispravne dijelove ako procesni parametri nisu ispravno postavljeni i održavani. LSR kalupljenje je osjetljivo na skupinu međusobno povezanih varijabli koje operateri i procesni inženjeri moraju kontinuirano pratiti i optimizirati.
- Sila stezanja u odnosu na predviđenu površinu šupljine: Izračunajte potrebnu silu stezanja množenjem ukupne projektirane površine svih šupljina i vodilica (u cm²) s prosječnim tlakom ubrizgavanja (u kN/cm²). Primijenite sigurnosni faktor od 1,2–1,5 kako biste uzeli u obzir skokove tlaka tijekom punjenja. Nedovoljna sila stezanja rezultira bljeskom; prekomjerna sila može s vremenom oštetiti dijelove kalupa.
- Ujednačenost temperature kalupa: Neravnomjerno zagrijavanje kalupa dovodi do promjenjivih stopa stvrdnjavanja u šupljini, proizvodeći dijelove nedosljedne tvrdoće, površinske obrade ili točnosti dimenzija. Potvrdite ujednačenost temperature na površini kalupa pomoću toplinske slike prije nego što se posvetite proizvodnji.
- Brzina i tlak ubrizgavanja: Niska viskoznost LSR-a znači da brzo ispunjava šupljine. Brzina ubrizgavanja mora se kontrolirati kako bi se izbjeglo zarobljavanje zraka i defekti u mlazu, osobito u dijelovima s tankim stijenkama ili složenoj geometriji. Programabilni višefazni profili ubrizgavanja omogućuju smanjenje brzine pri kritičnim prijelazima punjenja.
- Optimizacija vremena stvrdnjavanja: Vrijeme otvrdnjavanja je funkcija temperature kalupa, debljine stijenke dijela i specifične energije aktivacije LSR kvalitete. Nedovoljno stvrdnjavanje ostavlja dijelove ljepljivima i mehanički slabima; prekomjerno stvrdnjavanje gubi vrijeme ciklusa i može uzrokovati toplinsku degradaciju u tankim dijelovima. Upotrijebite studije vremena stvrdnjavanja s mjerenjima durometrom kako biste utvrdili minimalno učinkovito vrijeme stvrdnjavanja za svaku kombinaciju alata i materijala.
- Vakuumska ventilacija: Mnogi LSR kalupi opremljeni su vakuumskim sustavima koji evakuiraju zrak iz šupljine neposredno prije ubrizgavanja. Ovo je osobito važno za male šupljine, slijepe džepove ili dijelove sa strogim kozmetičkim zahtjevima, budući da zarobljeni zrak uzrokuje šupljine, kratke udare i površinsku poroznost koju sama sila stezanja ne može spriječiti.
Održavanje i dugovječnost: Zaštita vaše investicije u stroj
Stroj za stezanje kalupa od tekućeg silikona predstavlja značajnu kapitalnu investiciju — početna cijena strojeva počinje oko 80.000 USD, dok potpuno opremljeni potpuno električni sustavi s višekomponentnim mjerenjem i integracijom čistih soba mogu premašiti 500.000 USD. Provedba discipliniranog programa preventivnog održavanja ključna je za zaštitu ove investicije, smanjenje neplaniranih zastoja i održavanje kvalitete proizvodnje tijekom radnog vijeka stroja.
- Dnevno čišćenje sustava za doziranje i miješanje: Na kraju svake proizvodne smjene pročistite mješalicu, statički element za miješanje i mlaznicu kako biste spriječili stvrdnjavanje LSR-a unutar sustava napajanja. Stvrdnute silikonske blokade u statičkim mikserima vodeći su uzrok neplaniranih zastoja i mogu zahtijevati skupo rastavljanje i čišćenje.
- Provjera paralelnosti spone i ploče: Mjerite paralelnost ploče u redovitim intervalima pomoću brojčanika. Gubitak paralelnosti — uzrokovan trošenjem spone, nejednakim steznim opterećenjima ili toplinskim učincima — dovodi do nejednolikih uzoraka bljeskanja na alatima s više šupljina i može se pogrešno dijagnosticirati kao problem alata ako se prethodno ne provjeri geometrija stroja.
- Provjera rashladnog sustava cijevi i mlaznice: Provjerite ostaje li protok ohlađene vode kroz rashladni plašt bačve unutar navedenih parametara. Gubitak kapaciteta hlađenja omogućuje LSR-u da počne vulkanizirati u zoni punjenja, uzrokujući nestalne težine udarca i skokove momenta vijka koji mogu oštetiti komponente pogona.
- Servo pogon i kalibracija kodera: Za potpuno električne strojeve provjerite točnost povratne informacije enkodera servo motora i prednaprezanje kugličnog vijaka u planiranim intervalima. Pomak enkodera ili istrošenost kugličnog vijka dovodi do pozicionih pogrešaka u primjeni sile stezanja koje možda neće biti odmah vidljive u kvaliteti dijela, ali će se s vremenom akumulirati u značajne nedostatke.
Za proizvođače koji su predani preciznosti, dosljednosti i skalabilnosti u proizvodnji tekućeg silikonskog kaučuka, ulaganje u pravi stroj za stezanje kalupa od tekućeg silikona — pravilno specificiran, ispravno instaliran i rigorozno održavan — jedina je najutjecajnija odluka u uspostavljanju konkurentne operacije LSR kalupljenja koja može ispuniti stroge standarde današnjih medicinskih, automobilskih i tržišta potrošačkih proizvoda.